2 Eksperimentālie rezultāti un diskusija
2.1Epitaksiālais slānisbiezums un vienmērīgums
Epitaksiālā slāņa biezums, leģēšanas koncentrācija un vienmērīgums ir viens no galvenajiem rādītājiem epitaksiālo plākšņu kvalitātes novērtēšanai. Precīzi kontrolējams biezums, leģēšanas koncentrācija un vienmērīgums plāksnē ir galvenais, lai nodrošinātu veiktspēju un konsekvenci.SiC barošanas ierīces, un epitaksiālā slāņa biezums un dopinga koncentrācijas vienmērīgums ir arī svarīgi pamati epitaksiālā aprīkojuma procesa spēju mērīšanai.
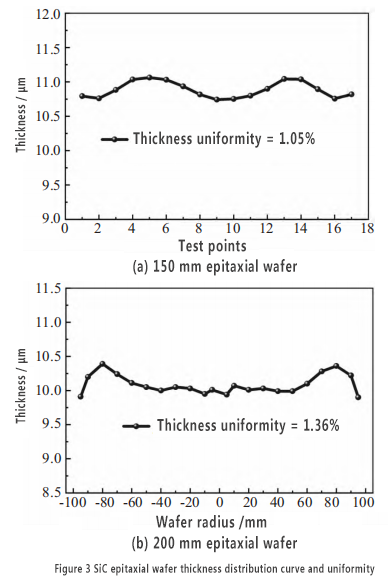
3. attēlā redzama biezuma vienmērīguma un sadalījuma līkne 150 mm un 200 mm platumam.SiC epitaksiālās plāksnesNo attēla var redzēt, ka epitaksiālā slāņa biezuma sadalījuma līkne ir simetriska attiecībā pret plāksnītes centra punktu. Epitaksiālā procesa laiks ir 600 s, 150 mm epitaksiālās plāksnītes vidējais epitaksiālā slāņa biezums ir 10,89 µm, un biezuma vienmērīgums ir 1,05%. Pēc aprēķiniem, epitaksiālā augšanas ātrums ir 65,3 µm/h, kas ir tipisks ātrs epitaksiālā procesa līmenis. Tajā pašā epitaksiālā procesa laikā 200 mm epitaksiālās plāksnītes epitaksiālā slāņa biezums ir 10,10 µm, biezuma vienmērīgums ir 1,36% robežās, un kopējais augšanas ātrums ir 60,60 µm/h, kas ir nedaudz zemāks nekā 150 mm epitaksiālā augšanas ātrums. Tas ir tāpēc, ka, silīcija avotam un oglekļa avotam plūstot no reakcijas kameras augšpuses caur vafeles virsmu uz reakcijas kameras lejpusi, rodas acīmredzami zudumi, un 200 mm vafeles laukums ir lielāks nekā 150 mm. Gāze plūst caur 200 mm vafeles virsmu garākā attālumā, un ceļā patērētā avota gāze ir lielāka. Ja vafele turpina griezties, epitaksiālā slāņa kopējais biezums ir plānāks, tāpēc augšanas ātrums ir lēnāks. Kopumā 150 mm un 200 mm epitaksiālo vafeļu biezuma vienmērīgums ir lielisks, un iekārtas procesa iespējas var atbilst augstas kvalitātes ierīču prasībām.
2.2 Epitaksiālā slāņa leģēšanas koncentrācija un vienmērīgums
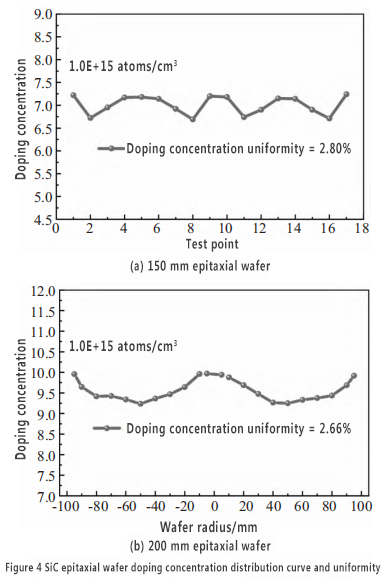
4. attēlā parādīta dopinga koncentrācijas vienmērība un līknes sadalījums 150 mm un 200 mmSiC epitaksiālās plāksnesKā redzams attēlā, epitaksiālās plāksnes koncentrācijas sadalījuma līknei ir acīmredzama simetrija attiecībā pret plāksnes centru. 150 mm un 200 mm epitaksiālo slāņu leģēšanas koncentrācijas vienmērīgums ir attiecīgi 2,80% un 2,66%, ko var kontrolēt 3% robežās, kas ir lielisks līmenis līdzīgām starptautiskām iekārtām. Epitaksiālā slāņa leģēšanas koncentrācijas līkne ir sadalīta "W" formā gar diametra virzienu, ko galvenokārt nosaka horizontālās karstās sienas epitaksiālās krāsns plūsmas lauks, jo horizontālās gaisa plūsmas epitaksiālās augšanas krāsns gaisa plūsmas virziens ir no gaisa ieplūdes gala (augšup) un izplūst no lejpus gala laminārā veidā caur plāksnes virsmu; Tā kā oglekļa avota (C2H4) "pa ceļam iztukšošanas" ātrums ir augstāks nekā silīcija avotam (TCS), kad vafele rotē, faktiskais C/Si uz vafeles virsmas pakāpeniski samazinās no malas uz centru (oglekļa avota centrā ir mazāk), saskaņā ar C un N "konkurētspējīgās pozīcijas teoriju", leģēšanas koncentrācija vafeles centrā pakāpeniski samazinās virzienā uz malu, lai iegūtu izcilu koncentrācijas vienmērīgumu, epitaksiālā procesa laikā kā kompensācija tiek pievienota mala N2, lai palēninātu leģēšanas koncentrācijas samazināšanos no centra uz malu, lai galīgā leģēšanas koncentrācijas līkne veidotu "W" formu.
2.3 Epitaksiālā slāņa defekti
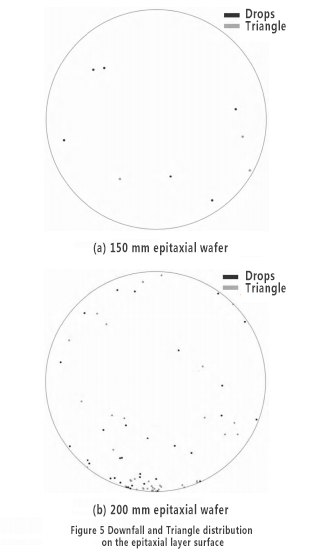
Papildus biezumam un leģēšanas koncentrācijai epitaksiālā slāņa defektu kontroles līmenis ir arī galvenais parametrs epitaksiālo plākšņu kvalitātes mērīšanai un svarīgs epitaksiālo iekārtu procesa spēju rādītājs. Lai gan SBD un MOSFET ir atšķirīgas prasības attiecībā uz defektiem, acīmredzamākie virsmas morfoloģijas defekti, piemēram, kritiena defekti, trīsstūra defekti, burkānu defekti, komētas defekti utt., tiek definēti kā SBD un MOSFET ierīču nāvējdefekti. Mikroshēmu, kas satur šos defektus, atteices varbūtība ir augsta, tāpēc nāvējdefektu skaita kontrole ir ārkārtīgi svarīga, lai uzlabotu mikroshēmu ražu un samazinātu izmaksas. 5. attēlā parādīts 150 mm un 200 mm SiC epitaksiālo plākšņu nāvējdefektu sadalījums. Nosacījumā, ka C/Si attiecībā nav acīmredzamas nelīdzsvarotības, burkānu defektus un komētas defektus būtībā var novērst, savukārt kritiena defekti un trīsstūra defekti ir saistīti ar tīrības kontroli epitaksiālo iekārtu darbības laikā, grafīta detaļu piemaisījumu līmeni reakcijas kamerā un substrāta kvalitāti. No 2. tabulas var redzēt, ka 150 mm un 200 mm epitaksiālo plākšņu nāvējošo defektu blīvumu var kontrolēt 0,3 daļiņu/cm2 robežās, kas ir lielisks līmenis tāda paša veida iekārtām. 150 mm epitaksiālās plātnes nāvējošo defektu blīvuma kontroles līmenis ir labāks nekā 200 mm epitaksiālajai plāksnei. Tas ir tāpēc, ka 150 mm substrāta sagatavošanas process ir nobriedušāks nekā 200 mm, substrāta kvalitāte ir labāka un 150 mm grafīta reakcijas kameras piemaisījumu kontroles līmenis ir labāks.

2.4 Epitaksiālā vafeļu virsmas raupjums
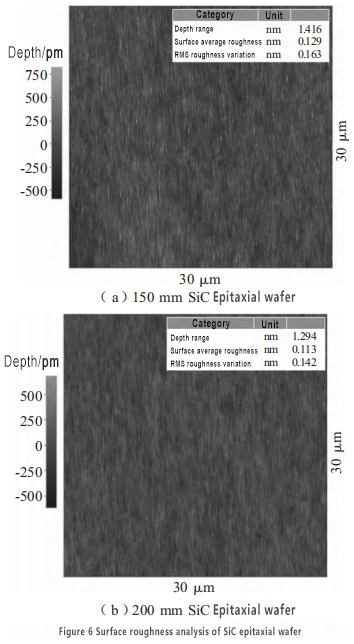
6. attēlā parādīti 150 mm un 200 mm SiC epitaksiālo plākšņu virsmas AFM attēli. No attēla var redzēt, ka 150 mm un 200 mm epitaksiālo plākšņu virsmas vidējā kvadrātiskā raupjuma saknes Ra ir attiecīgi 0,129 nm un 0,113 nm, un epitaksiālā slāņa virsma ir gluda, bez acīmredzamas makropakāpju agregācijas parādības. Šī parādība parāda, ka epitaksiālā slāņa augšana vienmēr saglabā pakāpeniskas plūsmas augšanas režīmu visa epitaksiālā procesa laikā, un pakāpienu agregācija nenotiek. Var redzēt, ka, izmantojot optimizētu epitaksiālo augšanas procesu, gludus epitaksiālos slāņus var iegūt uz 150 mm un 200 mm zema leņķa substrātiem.
3 Secinājums
Izmantojot pašu izstrādāto 200 mm SiC epitaksiālās audzēšanas iekārtu, uz vietējiem substrātiem tika veiksmīgi sagatavotas 150 mm un 200 mm 4H-SiC homogēnās epitaksiālās plāksnes, un tika izstrādāts homogēnais epitaksiālais process, kas piemērots 150 mm un 200 mm plāksnēm. Epitaksiālās augšanas ātrums var būt lielāks par 60 μm/h. Atbilstoši ātrgaitas epitaksijas prasībām epitaksiālās plāksnes kvalitāte ir lieliska. 150 mm un 200 mm SiC epitaksiālo plākšņu biezuma vienmērīgumu var kontrolēt 1,5% robežās, koncentrācijas vienmērīgums ir mazāks par 3%, fatālo defektu blīvums ir mazāks par 0,3 daļiņām/cm2, un epitaksiālās virsmas raupjuma vidējā kvadrātiskā vērtība Ra ir mazāka par 0,15 nm. Epitaksiālo plākšņu galvenie procesa rādītāji ir nozares augstākajā līmenī.
Avots: Elektroniskās rūpniecības īpašais aprīkojums
Autors: Xie Tianle, Li Ping, Yang Yu, Gong Xiaoliang, Ba Sai, Chen Guoqin, Wan Shengqiang
(Ķīnas Elektronikas tehnoloģiju grupas korporācijas 48. pētniecības institūts, Čanša, Hunaņa 410111)
Publicēšanas laiks: 2024. gada 4. septembris