Огляд вуглець-вуглецевих композитних матеріалів
Карбон/вуглецевий (C/C) композитний матеріал– це композитний матеріал, армований вуглецевим волокном, з низкою чудових властивостей, таких як висока міцність і модуль пружності, мала питома вага, малий коефіцієнт теплового розширення, стійкість до корозії, стійкість до термічних ударів, хороший опір тертю та добра хімічна стабільність. Це новий тип композитного матеріалу, що витримує надвисокі температури.
Композитний матеріал C/Cє чудовим інтегрованим теплоструктурно-функціональним інженерним матеріалом. Як і інші високоефективні композитні матеріали, він являє собою композитну структуру, що складається з армованої волокнами фази та основної фази. Різниця полягає в тому, що як армована, так і основна фаза складаються з чистого вуглецю зі спеціальними властивостями.
Вуглецеві композитні матеріалиВ основному виготовляються з вуглецевого фетру, вуглецевої тканини, вуглецевого волокна як армуючого матеріалу та вуглецю, осадженого методом парової фази, як матриці, але мають лише один елемент – вуглець. Для збільшення щільності вуглець, що утворюється в результаті карбонізації, просочують вуглецем або смолою (або асфальтом), тобто вуглецево-вуглецеві композитні матеріали виготовляються з трьох вуглецевих матеріалів.

Процес виробництва вуглець-вуглецевих композитних матеріалів
1) Вибір вуглецевого волокна
Вибір пучків вуглецевого волокна та структурне проектування волокнистих тканин є основою для виробництваC/C композитМеханічні та теплофізичні властивості композитів C/C можна визначити шляхом раціонального вибору типів волокон та параметрів ткацтва тканини, таких як орієнтація розташування пучків пряжі, відстань між пучками пряжі, об'ємний вміст пучка пряжі тощо.
2) Підготовка преформи з вуглецевого волокна
Преформа з вуглецевого волокна – це заготовка, якій надають необхідну структурну форму волокна відповідно до вимог до форми та продуктивності виробу для проведення процесу ущільнення. Існує три основні методи обробки попередньо сформованих структурних деталей: м'яке ткацтво, тверде ткацтво та змішане ткацтво з м'яким та твердим волокнами. Основними процесами ткацтва є: ткацтво сухою пряжею, попередньо просочене розташування груп стрижнів, прокол тонкого ткацтва, намотування волокон та тривимірне багатонаправлене загальне ткацтво. Наразі основним процесом ткацтва, що використовується в композитних матеріалах C, є тривимірне багатонаправлене загальне ткацтво. Під час процесу ткання всі ткані волокна розташовуються в певному напрямку. Кожне волокно зміщено під певним кутом вздовж свого напрямку та переплітається одне з одним, утворюючи тканину. Його характеристика полягає в тому, що він може утворювати тривимірну багатонаправлену загальну тканину, яка може ефективно контролювати об'ємний вміст волокон у кожному напрямку композитного матеріалу C/C, завдяки чому композитний матеріал C/C може мати прийнятні механічні властивості в усіх напрямках.
3) Процес ущільнення C/C
На ступінь та ефективність ущільнення головним чином впливає структура тканини та параметри процесу основного матеріалу. Сучасні методи процесу включають карбонізацію просочуванням, хімічне осадження з парової фази (CVD), хімічну інфільтрацію з парової фази (CVI), хімічне рідинне осадження, піроліз та інші методи. Існує два основних типи методів процесу: процес карбонізації просочуванням та процес хімічної інфільтрації з парової фази.
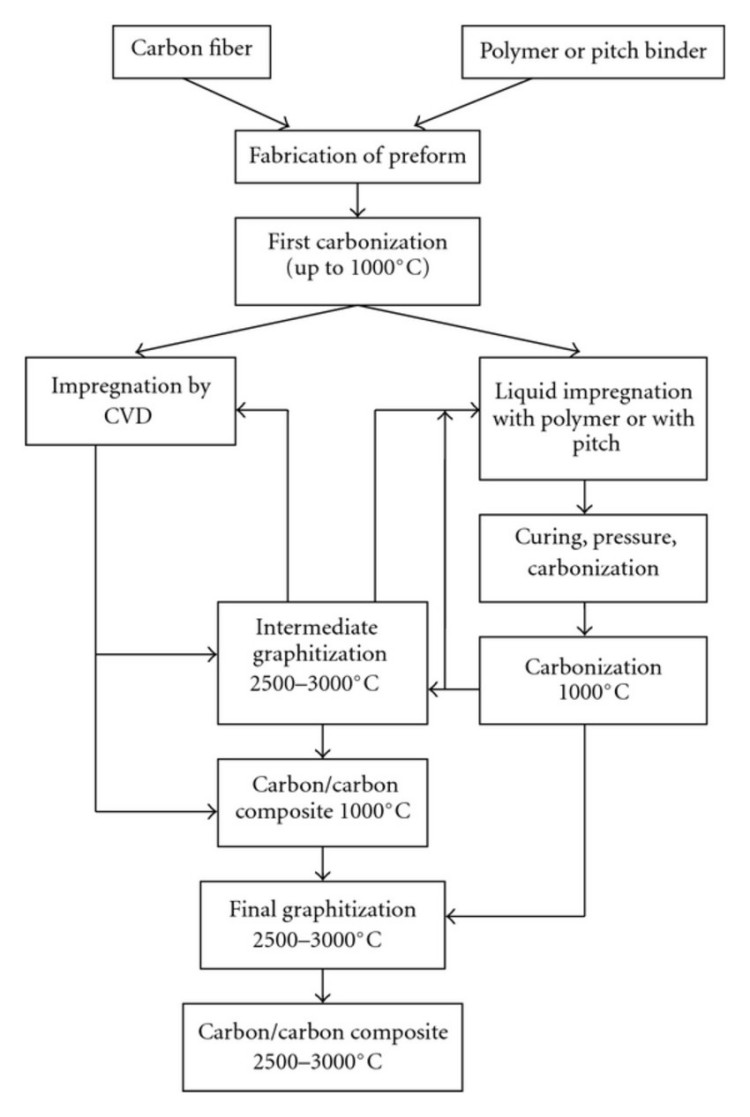
Рідкофазне просочення-карбонізація
Метод рідкофазного просочення є відносно простим в обладнанні та має широке застосування, тому метод рідкофазного просочення є важливим методом для виготовлення композитних матеріалів C/C. Він полягає в тому, що занурюють преформу з вуглецевого волокна в рідкий просочувальний розчин, після чого просочувальний розчин повністю проникає в порожнини преформи під тиском, а потім через серію процесів, таких як затвердіння, карбонізація та графітизація, нарешті отримуютьКомпозитні матеріали C/CЙого недоліком є те, що для досягнення вимог щодо щільності потрібні повторні цикли просочення та карбонізації. Склад та структура просочення в методі рідкофазного просочення є дуже важливими. Це впливає не тільки на ефективність ущільнення, але й на механічні та фізичні властивості продукту. Підвищення виходу карбонізації просочення та зниження його в'язкості завжди були одними з ключових питань, які необхідно вирішити при виготовленні композитних матеріалів C/C методом рідкофазного просочення. Висока в'язкість та низький вихід карбонізації просочення є однією з важливих причин високої вартості композитних матеріалів C/C. Покращення експлуатаційних характеристик просочення може не тільки підвищити ефективність виробництва композитних матеріалів C/C та знизити їх вартість, але й покращити різні властивості композитних матеріалів C/C. Антиокислювальна обробка композитних матеріалів C/C. Вуглецеве волокно починає окислюватися при 360°C на повітрі. Графітове волокно трохи краще за вуглецеве волокно, і його температура окислення починає окислюватися при 420°C. Температура окислення композитних матеріалів C/C становить близько 450°C. Композитні матеріали C/C дуже легко окислюються у високотемпературному окислювальному середовищі, і швидкість окислення швидко зростає зі збільшенням температури. Якщо не вживати заходів проти окислення, тривале використання композитних матеріалів C/C у високотемпературному окислювальному середовищі неминуче призведе до катастрофічних наслідків. Тому антиокислювальна обробка композитних матеріалів C/C стала невід'ємною частиною процесу їх виготовлення. З точки зору технології антиокислення, її можна розділити на технологію внутрішнього антиокислення та технологію антиокислювального покриття.
Хімічна пароподібна фаза
Хімічне осадження з парової фази (CVD або CVI) полягає у безпосередньому нанесенні вуглецю в пори заготовки з метою їх заповнення та збільшення щільності. Осаджений вуглець легко графітизується та має добру фізичну сумісність з волокном. Він не стискається під час повторної карбонізації, як метод просочення, а фізичні та механічні властивості цього методу кращі. Однак, під час процесу CVD, якщо вуглець осідає на поверхні заготовки, це запобігає дифузії газу у внутрішні пори. Осаджений вуглець на поверхні слід видалити механічно, а потім провести новий цикл осадження. Для товстих виробів метод CVD також має певні труднощі, а цикл цього методу також дуже тривалий.

Час публікації: 31 грудня 2024 р.