Oglekļa-oglekļa kompozītmateriālu pārskats
Oglekļa/oglekļa (C/C) kompozītmateriālsir ar oglekļa šķiedru pastiprināts kompozītmateriāls ar virkni izcilu īpašību, piemēram, augstu izturību un moduli, vieglu īpatnējo svaru, mazu termiskās izplešanās koeficientu, izturību pret koroziju, termisko triecienu, labu berzes izturību un labu ķīmisko stabilitāti. Tas ir jauna veida īpaši augstas temperatūras kompozītmateriāls.
C/C kompozītmateriālsir lielisks termiski struktūrfunkcionāls integrēts inženiertehniskais materiāls. Tāpat kā citi augstas veiktspējas kompozītmateriāli, tā ir kompozītmateriāla struktūra, kas sastāv no šķiedru pastiprinātas fāzes un pamatfāzes. Atšķirība ir tāda, ka gan pastiprinātā fāze, gan pamatfāze sastāv no tīra oglekļa ar īpašām īpašībām.
Oglekļa/oglekļa kompozītmateriāligalvenokārt tiek izgatavoti no oglekļa filca, oglekļa auduma, oglekļa šķiedras kā stiegrojuma un tvaiku uzklātas oglekļa kā matricas, taču tiem ir tikai viens elements — ogleklis. Lai palielinātu blīvumu, karbonizācijas procesā iegūtais ogleklis tiek piesūcināts ar ogli vai piesūcināts ar sveķiem (vai asfaltu), tas ir, oglekļa/oglekļa kompozītmateriāli ir izgatavoti no trim oglekļa materiāliem.

Oglekļa-oglekļa kompozītmateriālu ražošanas process
1) Oglekļa šķiedras izvēle
Oglekļa šķiedru saišķu izvēle un šķiedru audumu strukturālais dizains ir ražošanas pamatā.C/C kompozītsC/C kompozītu mehāniskās īpašības un termofizikālās īpašības var noteikt, racionāli izvēloties šķiedru veidus un auduma aušanas parametrus, piemēram, dzijas saišķa izvietojuma orientāciju, dzijas saišķa atstarpi, dzijas saišķa tilpuma saturu utt.
2) Oglekļa šķiedras sagataves sagatavošana
Oglekļa šķiedras sagatave ir sagatave, kas tiek veidota nepieciešamajā šķiedras strukturālajā formā atbilstoši produkta formai un veiktspējas prasībām, lai veiktu blīvēšanas procesu. Iepriekš sagatavotām strukturālajām daļām ir trīs galvenās apstrādes metodes: mīkstā aušana, cietā aušana un mīkstā un cietā jauktā aušana. Galvenie aušanas procesi ir: sausās dzijas aušana, iepriekš piesūcinātu stieņu grupu izvietojums, smalka aušanas caurduršana, šķiedru tīšana un trīsdimensiju daudzvirzienu kopējā aušana. Pašlaik galvenais C kompozītmateriālu aušanas process ir trīsdimensiju kopējā daudzvirzienu aušana. Aušanas procesā visas austās šķiedras ir izvietotas noteiktā virzienā. Katra šķiedra ir nobīdīta noteiktā leņķī savā virzienā un savstarpēji savīta, veidojot audumu. Tā īpašība ir tā, ka tā var veidot trīsdimensiju daudzvirzienu kopējo audumu, kas var efektīvi kontrolēt šķiedru tilpuma saturu katrā C/C kompozītmateriāla virzienā, lai C/C kompozītmateriāls varētu nodrošināt pieņemamas mehāniskās īpašības visos virzienos.
3) C/C blīvēšanas process
Blīvēšanas pakāpi un efektivitāti galvenokārt ietekmē auduma struktūra un pamatmateriāla procesa parametri. Pašlaik izmantotās procesa metodes ietver impregnēšanas karbonizāciju, ķīmisko tvaiku pārklāšanu (CVD), ķīmisko tvaiku infiltrāciju (CVI), ķīmisko šķidruma pārklāšanu, pirolīzi un citas metodes. Ir divi galvenie procesa metožu veidi: impregnēšanas karbonizācijas process un ķīmiskā tvaiku infiltrācijas process.
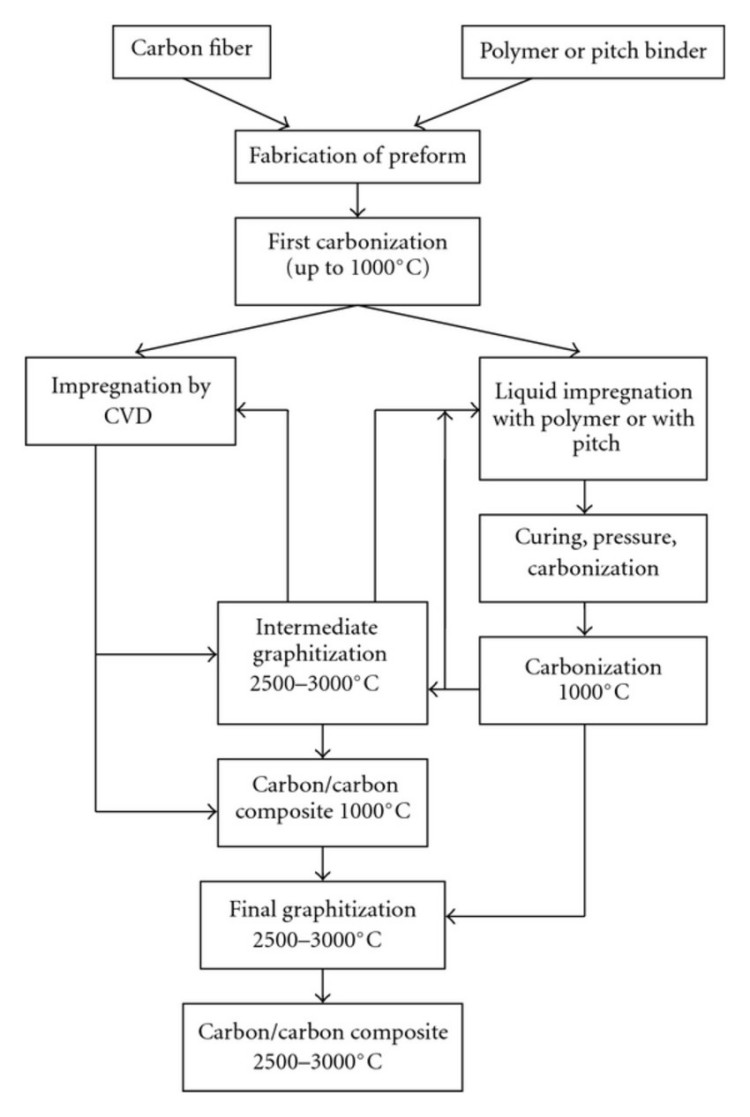
Šķidrās fāzes impregnēšana-karbonizācija
Šķidrās fāzes impregnēšanas metode ir samērā vienkārša iekārtās un tai ir plaša pielietojamība, tāpēc šķidrās fāzes impregnēšanas metode ir svarīga C/C kompozītmateriālu sagatavošanas metode. Tā ir iegremdēt no oglekļa šķiedras izgatavoto sagatavi šķidrajā impregnētājā un panākt, lai impregnētājs pilnībā iesūcas sagataves tukšumos, izmantojot spiedienu, un pēc tam, izmantojot virkni procesu, piemēram, sacietēšanu, karbonizāciju un grafitizāciju, visbeidzot iegūst...C/C kompozītmateriāli. Tā trūkums ir tāds, ka blīvuma prasību sasniegšanai nepieciešami atkārtoti impregnēšanas un karbonizācijas cikli. Šķidrās fāzes impregnēšanas metodē impregnētā līdzekļa sastāvs un struktūra ir ļoti svarīga. Tas ietekmē ne tikai blīvēšanas efektivitāti, bet arī produkta mehāniskās un fizikālās īpašības. Impregnētā līdzekļa karbonizācijas ražas uzlabošana un impregnētā līdzekļa viskozitātes samazināšana vienmēr ir bijis viens no galvenajiem jautājumiem, kas jārisina C/C kompozītmateriālu sagatavošanā ar šķidrās fāzes impregnēšanas metodi. Impregnētā līdzekļa augstā viskozitāte un zemā karbonizācijas raža ir viens no svarīgākajiem C/C kompozītmateriālu augsto izmaksu iemesliem. Impregnētā līdzekļa veiktspējas uzlabošana var ne tikai uzlabot C/C kompozītmateriālu ražošanas efektivitāti un samazināt to izmaksas, bet arī uzlabot dažādas C/C kompozītmateriālu īpašības. C/C kompozītmateriālu antioksidācijas apstrāde Oglekļa šķiedra sāk oksidēties 360°C temperatūrā gaisā. Grafīta šķiedra ir nedaudz labāka par oglekļa šķiedru, un tās oksidēšanās temperatūra sāk oksidēties 420°C temperatūrā. C/C kompozītmateriālu oksidēšanās temperatūra ir aptuveni 450°C. C/C kompozītmateriāli ir ļoti viegli oksidējami augstas temperatūras oksidatīvā atmosfērā, un oksidēšanās ātrums strauji palielinās, palielinoties temperatūrai. Ja netiek veikti antioksidācijas pasākumi, C/C kompozītmateriālu ilgstoša lietošana augstas temperatūras oksidatīvā vidē neizbēgami izraisīs katastrofālas sekas. Tāpēc C/C kompozītmateriālu antioksidācijas apstrāde ir kļuvusi par neaizstājamu to sagatavošanas procesa sastāvdaļu. No antioksidācijas tehnoloģijas viedokļa to var iedalīt iekšējās antioksidācijas tehnoloģijā un antioksidācijas pārklājuma tehnoloģijā.
Ķīmiskā tvaika fāze
Ķīmiskā tvaiku pārklāšana (CVD vai CVI) ir oglekļa tieša nogulsnēšana sagataves porās, lai panāktu poru aizpildīšanu un blīvuma palielināšanu. Nogulsnēto ogli ir viegli grafitizēt, un tai ir laba fizikālā saderība ar šķiedru. Tā nesaraujas atkārtotas karbonizācijas laikā, atšķirībā no piesūcināšanas metodes, un šīs metodes fizikālās un mehāniskās īpašības ir labākas. Tomēr CVD procesā, ja ogleklis tiek nogulsnēts uz sagataves virsmas, tas novērš gāzes difundēšanu iekšējās porās. Uz virsmas nogulsnētais ogleklis ir mehāniski jānoņem un pēc tam jāveic jauna pārklāšanas kārta. Bieziem izstrādājumiem CVD metodei ir arī zināmas grūtības, un šīs metodes cikls ir ļoti ilgs.

Publicēšanas laiks: 2024. gada 31. decembris