كاربون-كاربون بىرىكمە ماتېرىياللىرىغا ئومۇمىي نەزەر
كاربون/كاربون (C/C) بىرىكمە ماتېرىيالكاربون تالا كۈچەيتىلگەن بىرىكمە ماتېرىيال بولۇپ، يۇقىرى كۈچلۈكلۈك ۋە مودۇل، يېنىك سېلىشتۇرما ئېغىرلىق، كىچىك ئىسسىقلىق كېڭىيىش كوئېففىتسېنتى، چىرىشكە چىداملىق، ئىسسىقلىق سوقۇلۇشىغا چىداملىق، ياخشى سۈركىلىشكە چىداملىق ۋە ياخشى خىمىيىلىك مۇقىملىق قاتارلىق بىر قاتار ئېسىل خۇسۇسىيەتلەرگە ئىگە. ئۇ يېڭى تىپتىكى ئىنتايىن يۇقىرى تېمپېراتۇرىلىق بىرىكمە ماتېرىيال.
C/C بىرىكمە ماتېرىيالبۇ ئېسىل ئىسسىقلىق قۇرۇلمىسى-ئىقتىسادىي بىر گەۋدىلەشكەن قۇرۇلۇش ماتېرىيالى. باشقا يۇقىرى ئىقتىدارلىق بىرىكمە ماتېرىياللارغا ئوخشاش، ئۇ تالا كۈچەيتىلگەن باسقۇچ ۋە ئاساسىي باسقۇچتىن تەركىب تاپقان بىرىكمە قۇرۇلما. پەرقى شۇكى، كۈچەيتىلگەن باسقۇچ ۋە ئاساسىي باسقۇچنىڭ ھەر ئىككىسى ئالاھىدە خۇسۇسىيەتكە ئىگە ساپ كاربوندىن تەركىب تاپقان.
كاربون/كاربون بىرىكمە ماتېرىياللىرىئاساسلىقى كاربون كىگىز، كاربون رەخت، كۈچەيتكۈچ سۈپىتىدە كاربون تالا ۋە ماترىتسا سۈپىتىدە پارغا چۆكتۈرۈلگەن كاربوندىن ياسالغان، ئەمما ئۇنىڭ پەقەت بىرلا ئېلېمېنتى بار، ئۇ بولسىمۇ كاربون. زىچلىقنى ئاشۇرۇش ئۈچۈن، كاربونلاشتۇرۇش ئارقىلىق ھاسىل بولغان كاربون كاربون بىلەن سىڭدۈرۈلىدۇ ياكى قالدۇق (ياكى ئاسفالت) بىلەن سىڭدۈرۈلىدۇ، يەنى كاربون/كاربون بىرىكمە ماتېرىياللىرى ئۈچ كاربون ماتېرىيالىدىن ياسىلىدۇ.

كاربون-كاربون بىرىكمە ماتېرىياللىرىنى ئىشلەپچىقىرىش جەريانى
1) كاربون تالا تاللاش
كاربون تالالىق توقۇلمىلارنى تاللاش ۋە تالالىق توقۇلمىلارنىڭ قۇرۇلما لايىھىسى ئىشلەپچىقىرىشنىڭ ئاساسى.C/C بىرىكمەC/C بىرىكمىلىرىنىڭ مېخانىكىلىق خۇسۇسىيىتى ۋە تېرموفىزىكىلىق خۇسۇسىيىتىنى تالا تىپى ۋە رەخت توقۇش پارامېتىرلىرىنى، مەسىلەن، يىپ بوغۇمىنىڭ ئورۇنلاشتۇرۇلۇش يۆنىلىشى، يىپ بوغۇمىنىڭ ئارىلىقى، يىپ بوغۇمىنىڭ ھەجىم مىقدارى قاتارلىقلارنى مۇۋاپىق تاللاش ئارقىلىق بېكىتكىلى بولىدۇ.
2) كاربون تالالىق ئالدىن تەييارلاش
كاربون تالا ئالدىن شەكىللەندۈرۈش دېگەنلىك، زىچلاشتۇرۇش جەريانىنى ئېلىپ بېرىش ئۈچۈن، مەھسۇلات شەكلى ۋە ئىقتىدار تەلىپىگە ئاساسەن تالانىڭ تەلەپ قىلىنىدىغان قۇرۇلما شەكلىگە كەلتۈرۈلگەن بوشلىقنى كۆرسىتىدۇ. ئالدىن شەكىللەنگەن قۇرۇلما قىسىملىرى ئۈچۈن ئۈچ خىل ئاساسلىق پىششىقلاش ئۇسۇلى بار: يۇمشاق توقۇش، قاتتىق توقۇش ۋە يۇمشاق ۋە قاتتىق ئارىلاش توقۇش. ئاساسلىق توقۇش جەريانلىرى: قۇرۇق يىپ توقۇش، ئالدىن چىلانغان تاياق گۇرۇپپىسىنى ئورۇنلاشتۇرۇش، ئىنچىكە توقۇش تۆشۈكچىسى، تالا ئوراش ۋە ئۈچ ئۆلچەملىك كۆپ يۆنىلىشلىك ئومۇمىي توقۇش. ھازىر، C بىرىكمە ماتېرىياللىرىدا ئىشلىتىلىدىغان ئاساسلىق توقۇش جەريانى ئۈچ ئۆلچەملىك ئومۇمىي كۆپ يۆنىلىشلىك توقۇش. توقۇش جەريانىدا، بارلىق توقۇلغان تالالار بەلگىلىك يۆنىلىشتە تىزىلىدۇ. ھەر بىر تالا ئۆز يۆنىلىشى بويىچە بەلگىلىك بۇلۇڭدا يۆتكىلىپ، بىر-بىرى بىلەن چىرمىشىپ توقۇلىدۇ. ئۇنىڭ ئالاھىدىلىكى شۇكى، ئۇ ئۈچ ئۆلچەملىك كۆپ يۆنىلىشلىك ئومۇمىي توقۇش ھاسىل قىلالايدۇ، بۇ C/C بىرىكمە ماتېرىيالىنىڭ ھەر بىر يۆنىلىشىدىكى تالالارنىڭ ھەجىم مىقدارىنى ئۈنۈملۈك كونترول قىلالايدۇ، شۇڭا C/C بىرىكمە ماتېرىيالى ھەر قايسى يۆنىلىشلەردە مۇۋاپىق مېخانىكىلىق خۇسۇسىيەتلەرنى نامايان قىلالايدۇ.
3) C/C زىچلاشتۇرۇش جەريانى
زىچلىشىش دەرىجىسى ۋە ئۈنۈمى ئاساسلىقى رەخت قۇرۇلمىسى ۋە ئاساسىي ماتېرىيالنىڭ جەريان پارامېتىرلىرىغا باغلىق. ھازىر ئىشلىتىلىۋاتقان جەريان ئۇسۇللىرى سىڭدۈرۈش ئارقىلىق كاربونلاشتۇرۇش، خىمىيىلىك پارغا چۆكۈش (CVD)، خىمىيىلىك پارغا سىڭدۈرۈش (CVI)، خىمىيىلىك سۇيۇقلۇققا چۆكۈش، پىرولىز ۋە باشقا ئۇسۇللارنى ئۆز ئىچىگە ئالىدۇ. جەريان ئۇسۇلىنىڭ ئىككى خىل ئاساسلىق تۈرى بار: سىڭدۈرۈش ئارقىلىق كاربونلاشتۇرۇش جەريانى ۋە خىمىيىلىك پارغا سىڭدۈرۈش جەريانى.
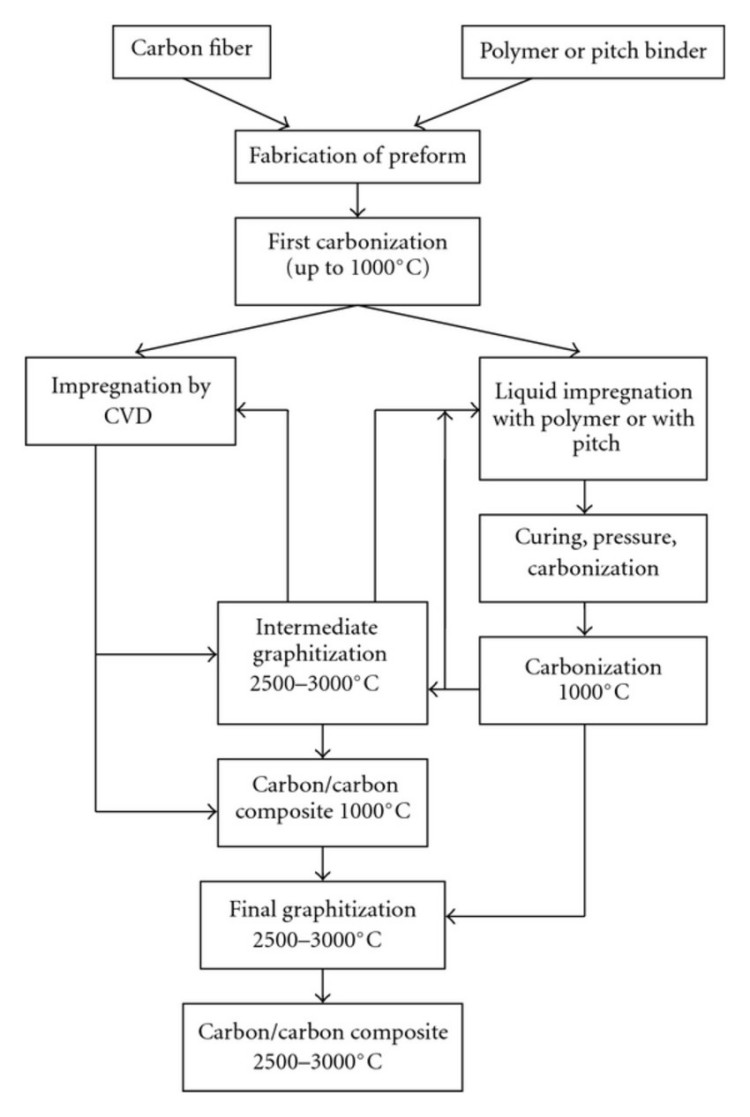
سۇيۇق باسقۇچلۇق سىڭدۈرۈش-كاربونلاشتۇرۇش
سۇيۇق باسقۇچلۇق چىلاش ئۇسۇلى ئۈسكۈنىلىرى جەھەتتىن نىسبەتەن ئاددىي بولۇپ، كەڭ قوللىنىلىش دائىرىسىگە ئىگە، شۇڭا سۇيۇق باسقۇچلۇق چىلاش ئۇسۇلى C/C بىرىكمە ماتېرىياللارنى تەييارلاشتىكى مۇھىم ئۇسۇل. ئۇ كاربون تالاسىدىن ياسالغان دەسلەپكى شەكىلنى سۇيۇق چىلاش ماتېرىيالىغا چىلاپ، چىلاش ماتېرىيالىنىڭ بېسىم ئارقىلىق دەسلەپكى شەكىلنىڭ بوشلۇقلىرىغا تولۇق سىڭىپ كىرىشىنى، ئاندىن قاتتىقلاشتۇرۇش، كاربونلاشتۇرۇش ۋە گرافىتلاشتۇرۇش قاتارلىق بىر قاتار جەريانلار ئارقىلىق ئاخىرىدا ... غا ئېرىشىشتىن ئىبارەت.C/C بىرىكمە ماتېرىياللارئۇنىڭ كەمچىلىكى شۇكى، زىچلىق تەلىپىگە يېتىش ئۈچۈن قايتا-قايتا چىلاش ۋە كاربونلاشتۇرۇش دەۋرىيلىكىنى تەلەپ قىلىدۇ. سۇيۇق باسقۇچلۇق چىلاش ئۇسۇلىدا چىلاش ماددىسىنىڭ تەركىبى ۋە قۇرۇلمىسى ناھايىتى مۇھىم. ئۇ پەقەت زىچلاشتۇرۇش ئۈنۈمىگە تەسىر كۆرسىتىپلا قالماي، يەنە مەھسۇلاتنىڭ مېخانىكىلىق ۋە فىزىكىلىق خۇسۇسىيىتىگە تەسىر كۆرسىتىدۇ. چىلاش ماددىسىنىڭ كاربونلاشتۇرۇش ئۈنۈمىنى ئاشۇرۇش ۋە چىلاش ماددىسىنىڭ يېپىشقاقلىقىنى تۆۋەنلىتىش ھەمىشە سۇيۇق باسقۇچلۇق چىلاش ئۇسۇلى ئارقىلىق C/C بىرىكمە ماتېرىياللىرىنى تەييارلاشتا ھەل قىلىشقا تېگىشلىك مۇھىم مەسىلىلەرنىڭ بىرى بولۇپ كەلگەن. چىلاش ماددىسىنىڭ يۇقىرى يېپىشقاقلىقى ۋە تۆۋەن كاربونلاشتۇرۇش ئۈنۈمى C/C بىرىكمە ماتېرىياللىرىنىڭ يۇقىرى باھاسىنىڭ مۇھىم سەۋەبلىرىنىڭ بىرى. چىلاش ماددىسىنىڭ ئىقتىدارىنى ياخشىلاش پەقەت C/C بىرىكمە ماتېرىياللىرىنىڭ ئىشلەپچىقىرىش ئۈنۈمىنى ئۆستۈرۈپ، ئۇلارنىڭ تەننەرخىنى تۆۋەنلىتىپلا قالماي، يەنە C/C بىرىكمە ماتېرىياللىرىنىڭ ھەر خىل خۇسۇسىيەتلىرىنى ياخشىلىيالايدۇ. C/C بىرىكمە ماتېرىياللىرىنى ئوكسىدلىنىشقا قارشى تۇرۇش بىر تەرەپ قىلىش كاربون تالا ھاۋادا 360 سېلسىيە گرادۇستا ئوكسىدلىنىشقا باشلايدۇ. گرافىت تالا كاربون تالادىن سەل ياخشىراق، ئۇنىڭ ئوكسىدلىنىش تېمپېراتۇرىسى 420 سېلسىيە گرادۇستا ئوكسىدلىنىشقا باشلايدۇ. C/C بىرىكمە ماتېرىياللىرىنىڭ ئوكسىدلىنىش تېمپېراتۇرىسى تەخمىنەن 450 سېلسىيە گرادۇس. C/C بىرىكمە ماتېرىياللىرى يۇقىرى تېمپېراتۇرىلىق ئوكسىدلىنىش ئاتموسفېراسىدا ئوكسىدلىنىشقا ئاسان، تېمپېراتۇرا ئۆرلىگەنسىرى ئوكسىدلىنىش سۈرئىتى تېز ئاشىدۇ. ئەگەر ئوكسىدلىنىشقا قارشى تەدبىرلەر بولمىسا، C/C بىرىكمە ماتېرىياللىرىنى يۇقىرى تېمپېراتۇرىلىق ئوكسىدلىنىش مۇھىتىدا ئۇزۇن مۇددەت ئىشلىتىش چوقۇم ئاپەت خاراكتېرلىك ئاقىۋەتلەرنى كەلتۈرۈپ چىقىرىدۇ. شۇڭا، C/C بىرىكمە ماتېرىياللىرىنى ئوكسىدلىنىشقا قارشى بىر تەرەپ قىلىش ئۇنى تەييارلاش جەريانىنىڭ ئايرىلماس بىر قىسمىغا ئايلاندى. ئوكسىدلىنىشقا قارشى تېخنىكا نۇقتىسىدىن قارىغاندا، ئۇنى ئىچكى ئوكسىدلىنىشقا قارشى تېخنىكا ۋە ئوكسىدلىنىشقا قارشى قاپلاش تېخنىكىسى دەپ ئايرىشقا بولىدۇ.
خىمىيىلىك پار باسقۇچى
خىمىيىلىك پارغا چۆكۈش (CVD ياكى CVI) كاربوننى بىۋاسىتە بوشلۇق تۆشۈكلىرىگە چۆكۈپ، تۆشۈكلەرنى تولدۇرۇش ۋە زىچلىقنى ئاشۇرۇش مەقسىتىگە يېتىشتىن ئىبارەت. چۆككەن كاربوننى گرافىتلاشتۇرۇش ئاسان، ھەمدە تالا بىلەن ياخشى فىزىكىلىق ماسلىشىشچانلىققا ئىگە. ئۇ قايتا كاربونلاشتۇرۇش جەريانىدا سىڭدۈرۈش ئۇسۇلىغا ئوخشاش قىسقىراپ كەتمەيدۇ، ھەمدە بۇ ئۇسۇلنىڭ فىزىكىلىق ۋە مېخانىكىلىق خۇسۇسىيىتى ياخشىراق. قانداقلا بولمىسۇن، CVD جەريانىدا، ئەگەر كاربون بوشلۇق يۈزىگە چۆكسە، گازنىڭ ئىچكى تۆشۈكلەرگە تارقىلىشىنىڭ ئالدىنى ئالىدۇ. يۈزىگە چۆككەن كاربوننى مېخانىكىلىق ئۇسۇلدا چىقىرىۋېتىش كېرەك، ئاندىن يېڭى بىر قېتىملىق چۆكۈش ئېلىپ بېرىش كېرەك. قېلىن مەھسۇلاتلار ئۈچۈن، CVD ئۇسۇلىنىڭمۇ بەلگىلىك قىيىنچىلىقلىرى بار، ھەمدە بۇ ئۇسۇلنىڭ دەۋرىيلىكىمۇ ناھايىتى ئۇزۇن.

ئېلان قىلىنغان ۋاقىت: 2024-يىلى 12-ئاينىڭ 31-كۈنى