Yfirlit yfir kolefnis-kolefnis samsett efni
Kolefni/kolefni (C/C) samsett efnier kolefnistrefjastyrkt samsett efni með röð framúrskarandi eiginleika eins og mikinn styrk og sveigjanleikastuðul, létt eðlisþyngd, lítinn hitaþenslustuðul, tæringarþol, hitaáfallsþol, góða núningsþol og góðan efnafræðilegan stöðugleika. Það er ný tegund af ofurháhitaþolnu samsettu efni.
C/C samsett efnier framúrskarandi verkfræðiefni sem sameinar varmavirkni og virkni. Eins og önnur afkastamikil samsett efni er það samsett uppbygging sem samanstendur af trefjastyrktum fasa og grunnfasa. Munurinn er sá að bæði styrkta fasinn og grunnfasinn eru úr hreinu kolefni með sérstökum eiginleikum.
Kolefni/kolefni samsett efnieru aðallega úr kolefnisfilti, kolefnisdúk, kolefnistrefjum sem styrkingu og gufuútfelldu kolefni sem grunnefni, en það inniheldur aðeins eitt frumefni, sem er kolefni. Til að auka eðlisþyngdina er kolefnið sem myndast við kolefnismyndun gegndreypt með kolefni eða gegndreypt með plastefni (eða asfalti), það er að segja, kolefni/kolefnis samsett efni eru gerð úr þremur kolefnisefnum.

Framleiðsluferli kolefnis-kolefnis samsettra efna
1) Val á kolefnisþráðum
Val á kolefnisþráðaknippum og uppbygging trefjaefna eru grundvöllur framleiðslu.C/C samsettHægt er að ákvarða vélræna eiginleika og varmaeðlisfræðilega eiginleika C/C samsettra efna með því að velja skynsamlega trefjagerðir og vefnaðarbreytur efnisins, svo sem stefnu garnknippa, bil á milli garnknippa, rúmmál garnknippa o.s.frv.
2) Undirbúningur kolefnisþráðaforms
Forform úr koltrefjum vísar til efnis sem er mótað í þá byggingarform trefjarinnar sem þarf í samræmi við lögun vörunnar og afköstkröfur til að framkvæma þéttingarferlið. Það eru þrjár helstu vinnsluaðferðir fyrir forsmíðaða byggingarhluta: mjúkvefnaður, harður vefnaður og blandaður mjúkur og harður vefnaður. Helstu vefnaðarferlin eru: þurrþráðvefnaður, forgeymdur stönghópur, fínvefnaður gata, trefjavinding og þrívíddar fjölátta heildarvefnaður. Eins og er er aðalvefnaðarferlið sem notað er í koltrefjasamsettum efnum þrívíddar fjölátta heildarvefnaður. Í vefnaðarferlinu eru allir ofnir trefjar raðaðir í ákveðna átt. Hver trefja er færð til í ákveðnu horni eftir sinni eigin átt og fléttuð saman til að mynda efni. Einkennandi þess er að það getur myndað þrívítt fjölátta heildarefni, sem getur á áhrifaríkan hátt stjórnað rúmmáli trefjanna í hvora átt C/C samsetta efnisins, þannig að C/C samsetta efnið geti sýnt sanngjarna vélræna eiginleika í allar áttir.
3) Þéttingarferli C/C
Þéttingarstig og skilvirkni eru aðallega háð uppbyggingu efnisins og ferlisbreytum grunnefnisins. Þær aðferðir sem nú eru notaðar eru meðal annars gegndreyping kolefnismyndun, efnafræðileg gufuútfelling (CVD), efnafræðileg gufuinnrennsli (CVI), efnafræðileg vökvaútfelling, brennsla og aðrar aðferðir. Það eru tvær megingerðir af ferlisaðferðum: gegndreyping kolefnismyndunarferli og efnafræðileg gufuinnrennsli.
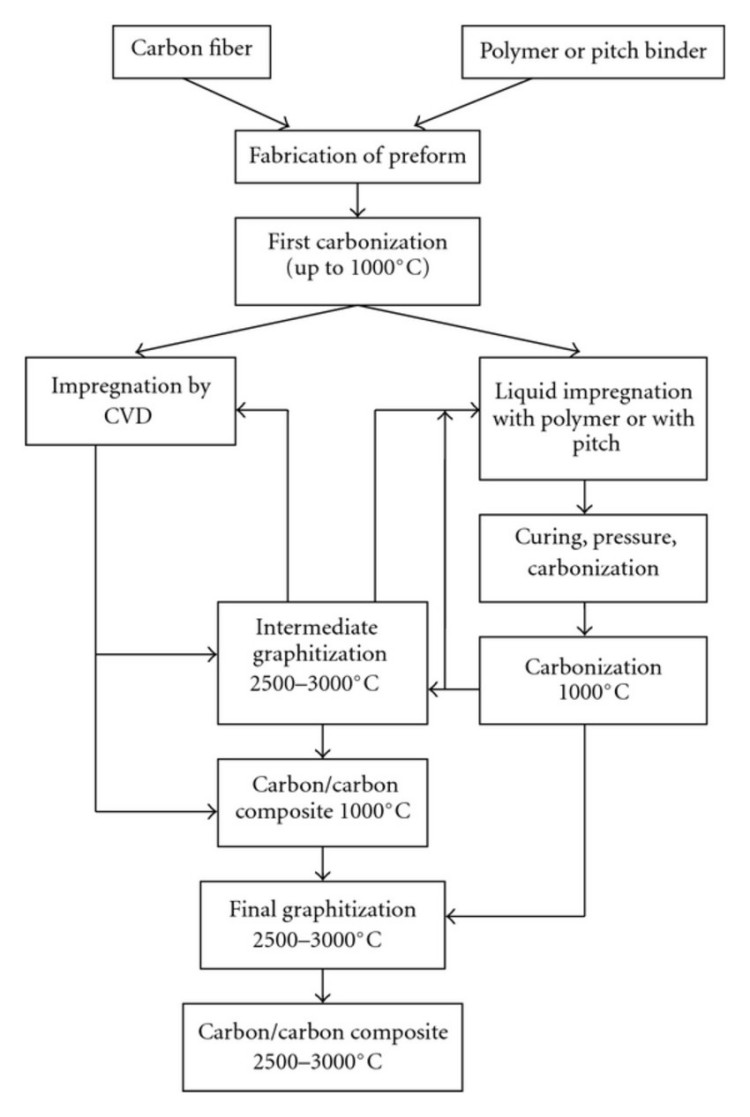
Vökvafasa gegndreyping-kolefnisvæðing
Vökvafasa gegndreypingaraðferðin er tiltölulega einföld í búnaði og hefur víðtæka notagildi, þannig að vökvafasa gegndreypingaraðferðin er mikilvæg aðferð til að búa til kolefnisþráða samsett efni. Það er að dýfa forforminu úr kolefnisþráðum í fljótandi gegndreypingarefnið og láta gegndreypingarefnið komast alveg inn í holrými forformsins með þrýstingi, og síðan í gegnum röð ferla eins og herðingu, kolefnismyndun og grafítmyndun, að lokum fæst...C/C samsett efniÓkosturinn er sá að það þarf endurteknar gegndreypingar- og kolefnisbreytingar til að ná þéttleikakröfum. Samsetning og uppbygging gegndreypiefnisins í vökvafasa gegndreypingaraðferðinni er mjög mikilvæg. Það hefur ekki aðeins áhrif á þéttingarhagkvæmni heldur einnig á vélræna og eðlisfræðilega eiginleika vörunnar. Að bæta kolefnisnýtingu gegndreypiefnisins og draga úr seigju gegndreypiefnisins hefur alltaf verið eitt af lykilatriðunum sem þarf að leysa við framleiðslu á C/C samsettum efnum með vökvafasa gegndreypingaraðferðinni. Mikil seigja og lág kolefnisnýting gegndreypiefnisins eru ein af mikilvægustu ástæðunum fyrir háum kostnaði við C/C samsett efni. Að bæta afköst gegndreypiefnisins getur ekki aðeins bætt framleiðsluhagkvæmni C/C samsettra efna og dregið úr kostnaði þeirra, heldur einnig bætt ýmsa eiginleika C/C samsettra efna. Andoxunarmeðferð á C/C samsettum efnum Kolefnisþræðir byrja að oxast við 360°C í loftinu. Grafítþræðir eru örlítið betri en kolefnisþræðir og oxunarhitastig þeirra byrjar að oxast við 420°C. Oxunarhitastig C/C samsettra efna er um 450°C. C/C samsett efni oxast mjög auðveldlega í oxandi andrúmslofti við hátt hitastig og oxunarhraðinn eykst hratt með hækkandi hitastigi. Ef engar oxunarvarnarráðstafanir eru gerðar mun langtímanotkun C/C samsettra efna í oxandi umhverfi við hátt hitastig óhjákvæmilega valda hörmulegum afleiðingum. Þess vegna hefur oxunarvarnarmeðferð C/C samsettra efna orðið ómissandi hluti af framleiðsluferlinu. Frá sjónarhóli oxunarvarnartækni má skipta henni í innri oxunarvarnartækni og oxunarvarnarhúðunartækni.
Efnafræðilegur gufufasi
Efnafræðileg gufuútfelling (CVD eða CVI) felst í því að setja kolefni beint í svitaholur eyðublaðsins til að fylla svitaholurnar og auka þéttleika þeirra. Auðvelt er að grafítisera útfellda kolefnið og það hefur góða eðlisfræðilega samhæfni við trefjarnar. Það mun ekki skreppa saman við endurkolefnismyndun eins og með gegndreypingaraðferðinni og eðlisfræðilegir og vélrænir eiginleikar þessarar aðferðar eru betri. Hins vegar, ef kolefni er sett á yfirborð eyðublaðsins við CVD-ferlið, kemur það í veg fyrir að gasið dreifist inn í innri svitaholurnar. Kolefnið sem sest á yfirborðið ætti að fjarlægja vélrænt og síðan ætti að framkvæma nýja útfellingarlotu. Fyrir þykkar vörur hefur CVD-aðferðin einnig ákveðna erfiðleika og hringrás þessarar aðferðar er einnig mjög löng.

Birtingartími: 31. des. 2024