Karbono-karbono konposatu materialen ikuspegi orokorra
Karbono/karbono (C/C) konposite materialaKarbono-zuntzez indartutako material konposatu bat da, propietate bikain sorta batekin, hala nola erresistentzia eta modulu handia, grabitate espezifiko arina, hedapen termiko koefiziente txikia, korrosioarekiko erresistentzia, kolpe termikoarekiko erresistentzia, marruskadura-erresistentzia ona eta egonkortasun kimiko ona. Tenperatura ultra-altuko material konposatu mota berri bat da.
C/C material konposatuaegitura termiko-funtzional integratua duen ingeniaritza-material bikaina da. Beste errendimendu handiko material konposatuak bezala, zuntz-indartutako fase batez eta oinarrizko fase batez osatutako egitura konposatua da. Aldea da bai indartutako fasea bai oinarrizko fasea propietate bereziak dituen karbono puruz osatuta daudela.
Karbono/karbono konposite materialakbatez ere karbono-feltroz, karbono-oihalez, errefortzu gisa karbono-zuntzez eta matrize gisa lurrundutako karbonoz eginda daude, baina elementu bakarra dute, hau da, karbonoa. Dentsitatea handitzeko, karbonizazioaren bidez sortutako karbonoa karbonoz edo erretxinarekin (edo asfaltoz) inpregnatzen da, hau da, karbono/karbono konposatu materialak hiru karbono materialez eginda daude.

Karbono-karbono konposite materialak fabrikatzeko prozesua
1) Karbono-zuntzaren aukeraketa
Karbono-zuntz sorta hautatzea eta zuntz-ehunen egitura-diseinua dira fabrikazioaren oinarria.C/C konposatuaC/C konpositeen propietate mekanikoak eta propietate termofisikoak zuntz motak eta ehundura-parametroak arrazionalki hautatuz zehaztu daitezke, hala nola hari-sorten antolamenduaren orientazioa, hari-sorten arteko tartea, hari-sorten bolumen-edukia, etab.
2) Karbono-zuntzezko aurreformaren prestaketa
Karbono-zuntz aurreformak produktuaren formaren eta errendimendu-eskakizunen arabera zuntzaren egitura-forma behar den forma hartzen duen hutsune bat aipatzen du, trinkotze-prozesua burutzeko. Aurreformatutako egitura-piezen hiru prozesatzeko metodo nagusi daude: ehundura biguna, ehundura gogorra eta ehundura misto biguna eta gogorra. Ehuntze-prozesu nagusiak hauek dira: hari lehorraren ehundura, aurrez inpregnatutako haga-taldeen antolamendua, ehundura-zulaketa fina, zuntz-bilketa eta hiru dimentsioko norabide anitzeko ehundura orokorra. Gaur egun, C material konposatuetan erabiltzen den ehuntze-prozesu nagusia hiru dimentsioko norabide anitzeko ehundura orokorra da. Ehuntze-prozesuan zehar, ehundutako zuntz guztiak norabide jakin batean antolatzen dira. Zuntz bakoitza angelu jakin batean desplazatzen da bere norabidean zehar eta elkarren artean ehuntzen da ehun bat osatzeko. Bere ezaugarria da hiru dimentsioko norabide anitzeko ehun orokor bat osatzea, eta horrek C/C material konposatuaren norabide bakoitzean zuntzen bolumen-edukia eraginkortasunez kontrola dezake, C/C material konposatuak propietate mekaniko arrazoizkoak izan ditzan norabide guztietan.
3) C/C dentsifikazio prozesua
Dentsifikazioaren maila eta eraginkortasuna ehunaren egiturak eta oinarrizko materialaren prozesu-parametroek eragiten dituzte batez ere. Gaur egun erabiltzen diren prozesu-metodoen artean daude inpregnazio-karbonizazioa, lurrun kimikoaren deposizioa (CVD), lurrun kimikoaren infiltrazioa (CVI), likido kimikoaren deposizioa, pirolisia eta beste metodo batzuk. Bi prozesu-metodo mota nagusi daude: inpregnazio-karbonizazio-prozesua eta lurrun kimikoaren infiltrazio-prozesua.
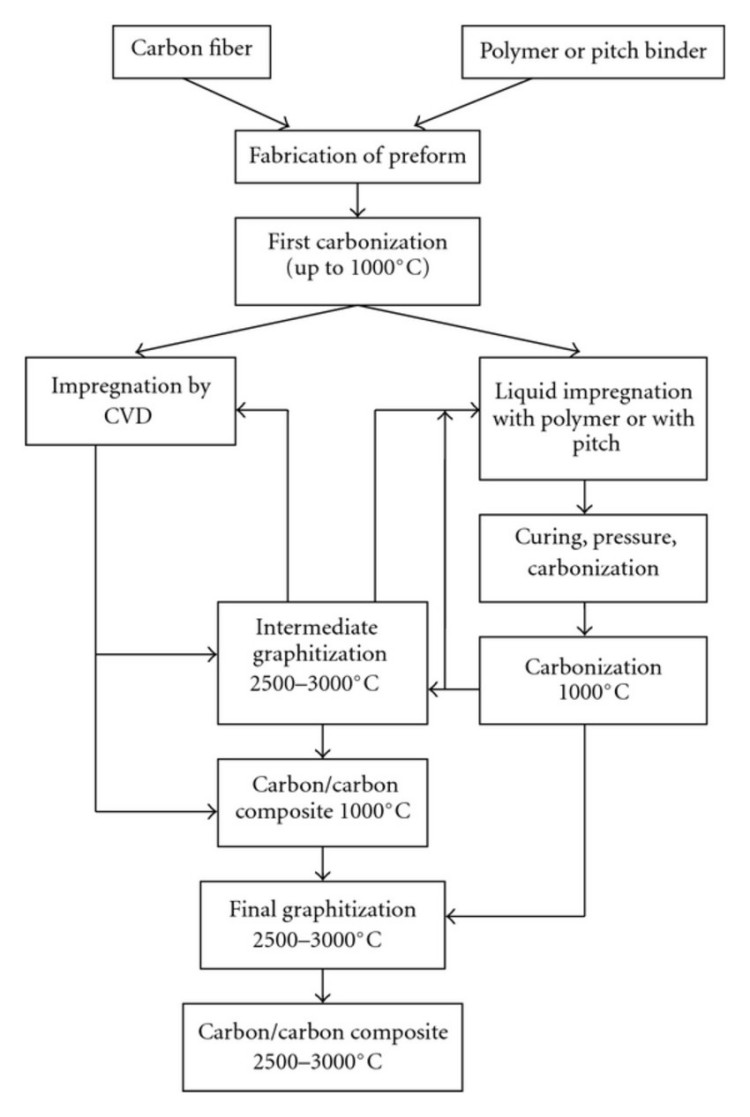
Fase likidoko inpregnazio-karbonizazioa
Fase likidoko inpregnazio-metodoa nahiko erraza da ekipamenduan eta aplikazio zabala du, beraz, fase likidoko inpregnazio-metodoa metodo garrantzitsua da C/C material konposatuak prestatzeko. Karbono-zuntzez egindako preforma inpregnatzaile likidoan murgiltzea da helburua, eta inpregnatzailea preformaren hutsuneetan guztiz sartzea presioaren bidez, eta ondoren, sendatzea, karbonizazioa eta grafitizazioa bezalako prozesu batzuen bidez, azkenean lortu.C/C material konposatuak. Bere desabantaila da dentsitate-eskakizunak lortzeko inpregnazio eta karbonizazio ziklo errepikatuak behar direla. Inpregnatzailearen osaera eta egitura fase likidoko inpregnazio-metodoan oso garrantzitsuak dira. Ez du dentsifikazio-eraginkortasunean bakarrik eragiten, baita produktuaren propietate mekaniko eta fisikoetan ere. Inpregnatzailearen karbonizazio-errendimendua hobetzea eta biskositatea murriztea beti izan dira C/C material konposatuak fase likidoko inpregnazio-metodoaren bidez prestatzean konpondu beharreko arazo nagusietako bat. Inpregnatzailearen biskositate handia eta karbonizazio-errendimendu baxua C/C materialen kostu handiaren arrazoi garrantzitsuenetako bat dira. Inpregnatzailearen errendimendua hobetzeak ez du soilik C/C materialen ekoizpen-eraginkortasuna hobetu eta haien kostua murriztu dezake, baita C/C materialen propietate desberdinak ere hobetu. C/C materialen oxidazioaren aurkako tratamendua Karbono-zuntzak 360 °C-tan hasten du oxidatzen airean. Grafito-zuntza karbono-zuntza baino zertxobait hobea da, eta bere oxidazio-tenperatura 420 °C-tan hasten da oxidatzen. C/C konposite materialen oxidazio-tenperatura 450 °C ingurukoa da. C/C konposite materialak oso erraz oxidatzen dira tenperatura altuko oxidazio-atmosferan, eta oxidazio-tasa azkar handitzen da tenperatura handitzen den heinean. Oxidazioaren aurkako neurririk ez badago, C/C konposite materialak tenperatura altuko oxidazio-ingurune batean epe luzera erabiltzeak ondorio katastrofikoak eragingo ditu, ezinbestean. Hori dela eta, C/C konposite materialen oxidazioaren aurkako tratamendua ezinbesteko zati bihurtu da haien prestaketa-prozesuan. Oxidazioaren aurkako teknologiaren ikuspegitik, barneko antioxidazio-teknologia eta antioxidazio-estaldura-teknologiatan bana daiteke.
Fase kimiko lurrunkorra
Lurrun-deposizio kimikoa (CVD edo CVI) karbonoa zuzenean pieza hutsaren poroetan metatzean datza, poroak betetzeko eta dentsitatea handitzeko helburua lortzeko. Metatutako karbonoa erraz grafitizatzen da, eta bateragarritasun fisiko ona du zuntzarekin. Ez da uzkurtuko birkarbonizazioan zehar, inpregnazio-metodoak bezala, eta metodo honen propietate fisiko eta mekanikoak hobeak dira. Hala ere, CVD prozesuan, karbonoa pieza hutsaren gainazalean metatzen bada, gasa barneko poroetan barreiatzea eragotziko du. Gainazalean metatutako karbonoa mekanikoki kendu behar da eta ondoren metatze-txanda berri bat egin behar da. Produktu lodietarako, CVD metodoak ere zailtasun batzuk ditu, eta metodo honen zikloa ere oso luzea da.

Argitaratze data: 2024ko abenduaren 31a