Översikt över kol-kol-kompositmaterial
Kol/kol (C/C) kompositmaterialär ett kolfiberförstärkt kompositmaterial med en rad utmärkta egenskaper såsom hög hållfasthet och modul, lätt specifik vikt, liten värmeutvidgningskoefficient, korrosionsbeständighet, termisk chockbeständighet, god friktionsbeständighet och god kemisk stabilitet. Det är en ny typ av kompositmaterial som tål ultrahöga temperaturer.
C/C-kompositmaterialär ett utmärkt integrerat termiskt struktur-funktionellt tekniskt material. Liksom andra högpresterande kompositmaterial är det en kompositstruktur som består av en fiberförstärkt fas och en basisk fas. Skillnaden är att både den förstärkta fasen och basisk fasen består av rent kol med speciella egenskaper.
Kol/kol-kompositmaterialär huvudsakligen gjorda av kolfilt, kolväv, kolfiber som förstärkning och ångavsatt kol som matris, men de har bara ett element, nämligen kol. För att öka densiteten impregneras kolet som genereras genom karbonisering med kol eller impregneras med harts (eller asfalt), det vill säga kol/kol-kompositmaterial är gjorda av tre kolmaterial.

Tillverkningsprocess för kol-kol-kompositmaterial
1) Val av kolfiber
Valet av kolfiberbuntar och den strukturella utformningen av fibertyger är grunden för tillverkningC/C-kompositDe mekaniska och termofysiska egenskaperna hos C/C-kompositer kan bestämmas genom rationellt val av fibertyper och vävparametrar för tyg, såsom garnbuntarnas orientering, garnbuntavstånd, garnbuntarnas volyminnehåll etc.
2) Framställning av kolfiberförform
Kolfiberpreform hänvisar till ett ämne som formas till den erforderliga strukturella formen för fibern enligt produktens form och prestandakrav för att genomföra förtätningsprocessen. Det finns tre huvudsakliga bearbetningsmetoder för förformade strukturella delar: mjukvävning, hårdvävning och mjuk och hård blandvävning. De huvudsakliga vävprocesserna är: torrgarnvävning, förimpregnerad stavgruppsarrangemang, finvävningspunktur, fiberlindning och tredimensionell flerriktad övergripande vävning. För närvarande är den huvudsakliga vävprocessen som används i C-kompositmaterial tredimensionell flerriktad övergripande vävning. Under vävprocessen är alla vävda fibrer arrangerade i en viss riktning. Varje fiber är förskjuten i en viss vinkel längs sin egen riktning och sammanvävd med varandra för att bilda en väv. Dess kännetecken är att den kan bilda en tredimensionell flerriktad övergripande väv, vilket effektivt kan kontrollera volyminnehållet av fibrer i varje riktning av C/C-kompositmaterialet, så att C/C-kompositmaterialet kan utöva rimliga mekaniska egenskaper i alla riktningar.
3) C/C-förtätningsprocess
Graden och effektiviteten av förtätningen påverkas huvudsakligen av tygstrukturen och basmaterialets processparametrar. De processmetoder som används för närvarande inkluderar impregneringskarbonisering, kemisk ångdeponering (CVD), kemisk ånginfiltration (CVI), kemisk vätskedeponering, pyrolys och andra metoder. Det finns två huvudtyper av processmetoder: impregneringskarboniseringsprocess och kemisk ånginfiltrationsprocess.
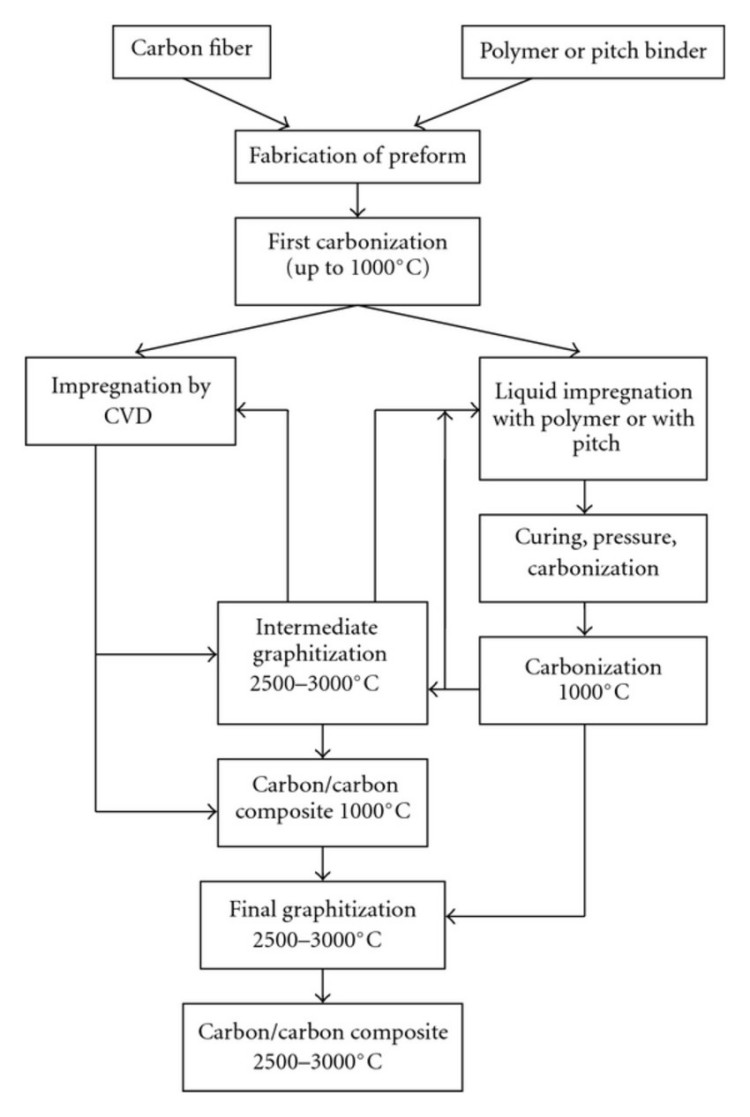
Flytande fasimpregnering-karbonisering
Flytande fasimpregneringsmetoden är relativt enkel i utrustning och har bred tillämpbarhet, så flytande fasimpregneringsmetoden är en viktig metod för att framställa C/C-kompositmaterial. Det går ut på att doppa preformen av kolfiber i det flytande impregneringsmedlet, och få impregneringsmedlet att tränga helt in i preformens hålrum genom trycksättning, och sedan genom en serie processer som härdning, karbonisering och grafitisering slutligen erhålla...C/C-kompositmaterialNackdelen är att det krävs upprepade impregnerings- och karboniseringscykler för att uppnå densitetskraven. Impregneringsmedlets sammansättning och struktur i vätskefasimpregneringsmetoden är mycket viktiga. Det påverkar inte bara förtätningseffektiviteten, utan påverkar även produktens mekaniska och fysikaliska egenskaper. Att förbättra impregneringsutbytet hos impregneringsmedlet och minska impregneringsmedlets viskositet har alltid varit en av de viktigaste frågorna som måste lösas vid framställning av C/C-kompositmaterial med vätskefasimpregneringsmetoden. Impregneringsmedlets höga viskositet och låga karboniseringsutbyte är en av de viktiga orsakerna till den höga kostnaden för C/C-kompositmaterial. Att förbättra impregneringsmedlets prestanda kan inte bara förbättra produktionseffektiviteten hos C/C-kompositmaterial och minska deras kostnad, utan också förbättra de olika egenskaperna hos C/C-kompositmaterial. Antioxidationsbehandling av C/C-kompositmaterial Kolfiber börjar oxidera vid 360 °C i luften. Grafitfiber är något bättre än kolfiber, och dess oxidationstemperatur börjar oxidera vid 420 °C. Oxidationstemperaturen för C/C-kompositmaterial är cirka 450 °C. C/C-kompositmaterial oxiderar mycket lätt i en oxidativ atmosfär med hög temperatur, och oxidationshastigheten ökar snabbt med temperaturökningen. Om det inte vidtas några antioxidationsåtgärder kommer långvarig användning av C/C-kompositmaterial i en oxidativ miljö med hög temperatur oundvikligen att få katastrofala konsekvenser. Därför har antioxidationsbehandlingen av C/C-kompositmaterial blivit en oumbärlig del av dess framställningsprocessen. Ur antioxidationsteknikens perspektiv kan den delas in i intern antioxidationsteknik och antioxidationsbeläggningsteknik.
Kemisk ångfas
Kemisk ångdeponering (CVD eller CVI) innebär att kol deponeras direkt i ämnets porer för att fylla porerna och öka densiteten. Det deponerade kolet är lätt att grafitisera och har god fysisk kompatibilitet med fibern. Det krymper inte under återkarbonisering som vid impregnering, och de fysikaliska och mekaniska egenskaperna hos denna metod är bättre. Om kol deponeras på ämnets yta under CVD-processen förhindras dock att gasen diffunderar in i de inre porerna. Kolet som deponeras på ytan bör avlägsnas mekaniskt och sedan bör en ny deponeringsomgång utföras. För tjocka produkter har CVD-metoden också vissa svårigheter, och cykeln för denna metod är också mycket lång.

Publiceringstid: 31 dec 2024