Przegląd materiałów kompozytowych węgiel-węgiel
Materiał kompozytowy węgiel/węgiel (C/C)to materiał kompozytowy wzmocniony włóknem węglowym o szeregu doskonałych właściwości, takich jak wysoka wytrzymałość i moduł sprężystości, niski ciężar właściwy, niski współczynnik rozszerzalności cieplnej, odporność na korozję, odporność na szok termiczny, dobra odporność na tarcie i dobra stabilność chemiczna. Jest to nowy rodzaj materiału kompozytowego do ultrawysokich temperatur.
Materiał kompozytowy C/Cto doskonały materiał inżynieryjny o zintegrowanej strukturze termicznej i funkcjonalności. Podobnie jak inne wysokowydajne materiały kompozytowe, jest to struktura kompozytowa złożona z fazy wzmocnionej włóknami i fazy bazowej. Różnica polega na tym, że zarówno faza wzmocniona, jak i faza bazowa składają się z czystego węgla o specjalnych właściwościach.
Materiały kompozytowe węglowo-węgloweSkładają się głównie z filcu węglowego, tkaniny węglowej, włókna węglowego jako wzmocnienia oraz węgla nanoszonego metodą naparowywania jako matrycy, ale zawierają tylko jeden pierwiastek – węgiel. Aby zwiększyć gęstość, węgiel powstały w procesie karbonizacji jest impregnowany węglem lub żywicą (lub asfaltem), czyli materiały kompozytowe węgiel/węgiel składają się z trzech rodzajów węgla.

Proces produkcji materiałów kompozytowych węgiel-węgiel
1) Wybór włókna węglowego
Wybór wiązek włókien węglowych i strukturalna konstrukcja tkanin włóknistych stanowią podstawę produkcjiKompozyt C/CWłaściwości mechaniczne i termofizyczne kompozytów C/C można określić poprzez racjonalny dobór rodzajów włókien i parametrów tkania tkaniny, takich jak orientacja ułożenia wiązek przędzy, odstępy między wiązkami przędzy, zawartość objętościowa wiązek przędzy itp.
2) Przygotowanie preformy z włókna węglowego
Preforma z włókna węglowego odnosi się do wykroju, któremu nadaje się wymagany kształt strukturalny włókna, zgodnie z kształtem produktu i wymaganiami eksploatacyjnymi, w celu przeprowadzenia procesu zagęszczania. Istnieją trzy główne metody przetwarzania preformowanych elementów konstrukcyjnych: tkanie miękkie, tkanie twarde oraz tkanie mieszane miękkie i twarde. Główne procesy tkania to: tkanie suchej przędzy, układanie grup prętów preimpregnowanych, drobne przebicia tkane, nawijanie włókien oraz trójwymiarowe, wielokierunkowe tkanie całościowe. Obecnie głównym procesem tkania stosowanym w materiałach kompozytowych typu C jest trójwymiarowe, wielokierunkowe tkanie całościowe. Podczas procesu tkania wszystkie włókna są układane w określonym kierunku. Każde włókno jest przesunięte pod określonym kątem wzdłuż swojego własnego kierunku i przeplatane ze sobą, tworząc tkaninę. Cechą charakterystyczną tego procesu jest możliwość tworzenia trójwymiarowej, wielokierunkowej tkaniny całościowej, co pozwala na skuteczną kontrolę objętościowej zawartości włókien w każdym kierunku materiału kompozytowego typu C/C, dzięki czemu materiał kompozytowy typu C/C może wykazywać odpowiednie właściwości mechaniczne we wszystkich kierunkach.
3) Proces zagęszczania C/C
Stopień i wydajność zagęszczania zależą głównie od struktury tkaniny i parametrów procesu materiału bazowego. Obecnie stosowane metody procesu obejmują karbonizację impregnacyjną, chemiczne osadzanie z fazy gazowej (CVD), chemiczną infiltrację z fazy gazowej (CVI), chemiczne osadzanie z fazy ciekłej, pirolizę i inne. Istnieją dwa główne rodzaje metod procesu: proces karbonizacji impregnacyjnej i proces chemicznej infiltracji z fazy gazowej.
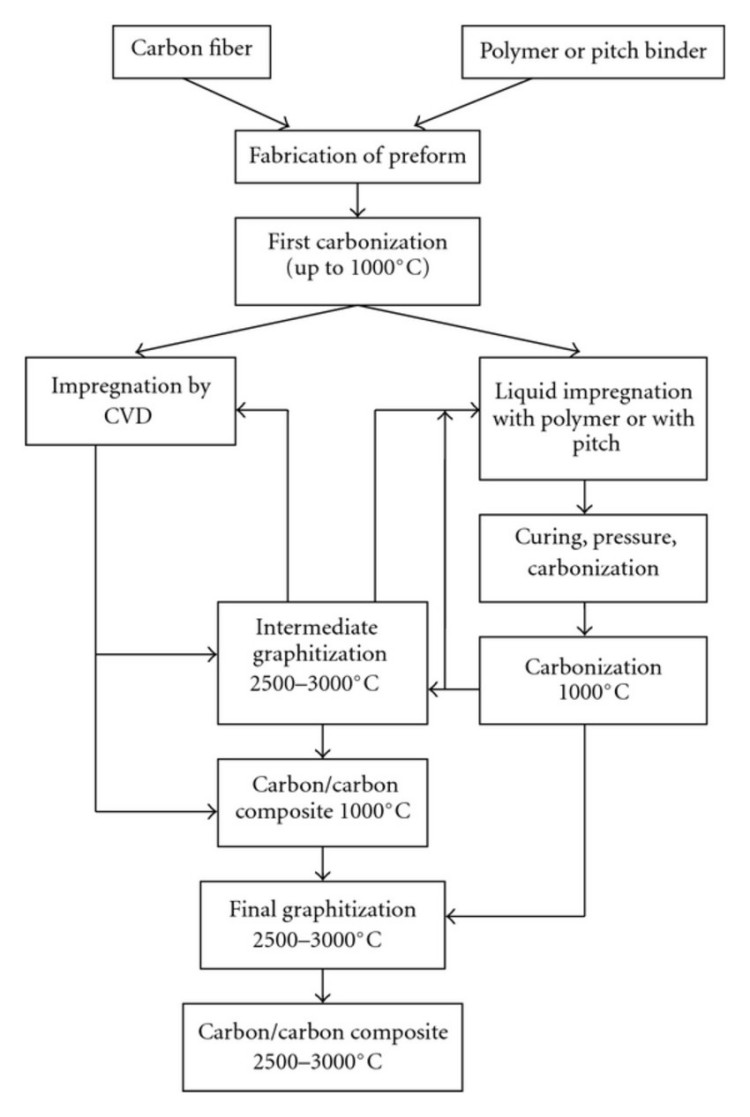
Impregnacja-karbonizacja w fazie ciekłej
Metoda impregnacji w fazie ciekłej jest stosunkowo prosta w obsłudze i ma szerokie zastosowanie, dlatego jest ważną metodą wytwarzania materiałów kompozytowych typu C/C. Polega ona na zanurzeniu preformy z włókna węglowego w ciekłym impregnacie, który wnika w puste przestrzenie preformy pod wpływem ciśnienia, a następnie, poprzez szereg procesów, takich jak utwardzanie, karbonizacja i grafityzacja, uzyskuje się finalny efekt.Materiały kompozytowe C/CWadą tej metody jest konieczność powtarzania cykli impregnacji i karbonizacji w celu osiągnięcia wymaganej gęstości. Skład i struktura impregnatu w metodzie impregnacji w fazie ciekłej są bardzo ważne. Wpływa to nie tylko na wydajność zagęszczania, ale także na właściwości mechaniczne i fizyczne produktu. Poprawa wydajności karbonizacji impregnatu i zmniejszenie jego lepkości zawsze stanowiły jeden z kluczowych problemów do rozwiązania podczas przygotowywania materiałów kompozytowych C/C metodą impregnacji w fazie ciekłej. Wysoka lepkość i niska wydajność karbonizacji impregnatu są jednymi z głównych powodów wysokich kosztów materiałów kompozytowych C/C. Poprawa wydajności impregnatu może nie tylko poprawić wydajność produkcji materiałów kompozytowych C/C i obniżyć ich koszt, ale także poprawić różne właściwości materiałów kompozytowych C/C. Obróbka antyoksydacyjna materiałów kompozytowych C/C Włókno węglowe zaczyna utleniać się w temperaturze 360°C w powietrzu. Włókno grafitowe jest nieco lepsze od włókna węglowego, a jego temperatura utleniania zaczyna się w temperaturze 420°C. Temperatura utleniania materiałów kompozytowych C/C wynosi około 450°C. Materiały kompozytowe C/C bardzo łatwo utleniają się w wysokotemperaturowej atmosferze utleniającej, a szybkość utleniania gwałtownie rośnie wraz ze wzrostem temperatury. Bez środków antyoksydacyjnych długotrwałe użytkowanie materiałów kompozytowych C/C w wysokotemperaturowym środowisku utleniającym nieuchronnie doprowadzi do katastrofalnych skutków. Dlatego obróbka antyoksydacyjna materiałów kompozytowych C/C stała się niezbędnym elementem procesu ich wytwarzania. Z punktu widzenia technologii antyoksydacyjnej można ją podzielić na technologię antyoksydacyjną wewnętrzną i technologię powłok antyoksydacyjnych.
Faza gazowa chemiczna
Osadzanie chemiczne z fazy gazowej (CVD lub CVI) polega na nanoszeniu węgla bezpośrednio w pory wykroju, co ma na celu wypełnienie porów i zwiększenie gęstości. Osadzany węgiel jest łatwy do grafityzacji i charakteryzuje się dobrą zgodnością fizyczną z włóknem. Nie kurczy się podczas rekarbonizacji, jak w przypadku metody impregnacji, a właściwości fizyczne i mechaniczne tej metody są lepsze. Jednak w procesie CVD, osadzenie węgla na powierzchni wykroju zapobiega dyfuzji gazu do wewnętrznych porów. Osadzony na powierzchni węgiel należy usunąć mechanicznie, a następnie przeprowadzić nową rundę osadzania. W przypadku grubych wyrobów metoda CVD również wiąże się z pewnymi trudnościami, a cykl jej stosowania jest bardzo długi.

Czas publikacji: 31.12.2024