Pooljuhtide tööstus on arenev teadus- ja tehnoloogiatööstus, mis on viimastel aastatel pälvinud suurt tähelepanu. Üha rohkem ettevõtteid on hakanud pooljuhtide tööstusse sisenema ning grafiidist on saanud pooljuhtide tööstuse arengu üks asendamatuid materjale. Pooljuhid peavad ära kasutama grafiidi elektrijuhtivust, sest mida suurem on grafiidi süsinikusisaldus, seda parem on elektrijuhtivus. Üldiselt tuleb arvestada järgmiste näitajatega: osakeste suurus, kuumakindlus ja puhtus.
Terasuurus vastab erinevatele võrgusilma numbritele ja spetsifikatsioonid on väljendatud võrgusilma numbrites. Võrgusilma number on aukude arv, st aukude arv ruuttolli kohta. Üldiselt on võrgusilma number * ava (mikron) = 15000. Mida suurem on juhtiva grafiidi võrgusilma number, seda väiksem on osakeste suurus ja parem määrimisvõime. Seda saab kasutada määrdeainete tootmisel. Pooljuhtide tööstuses kasutatavate osakeste suurus peaks olema väga peen, kuna see lihtsustab töötlemise täpsuse saavutamist, kõrget survetugevust ja suhteliselt väikest kadu, eriti paagutusvormide puhul, mis nõuavad suurt töötlemise täpsust.
Osakeste suurusjaotus, näiteks: 20 silma, 40 silma, 80 silma, 100 silma, 200 silma, 320 silma, 500 silma, 800 silma, 1200 silma, 2000 silma, 3000 silma, 5000 silma, 8000 silma, 12500 silma, kõige peenem võib olla 15 000 silma.
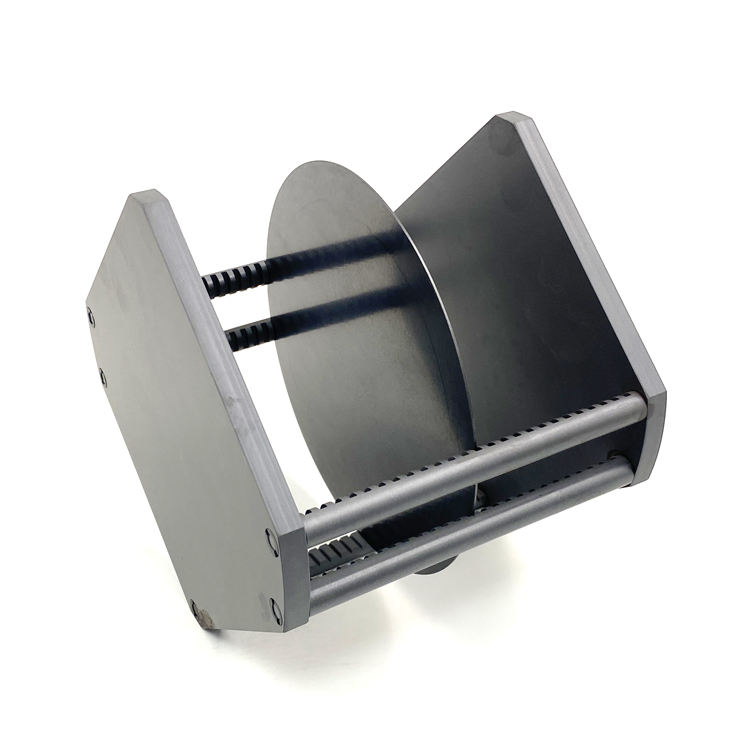
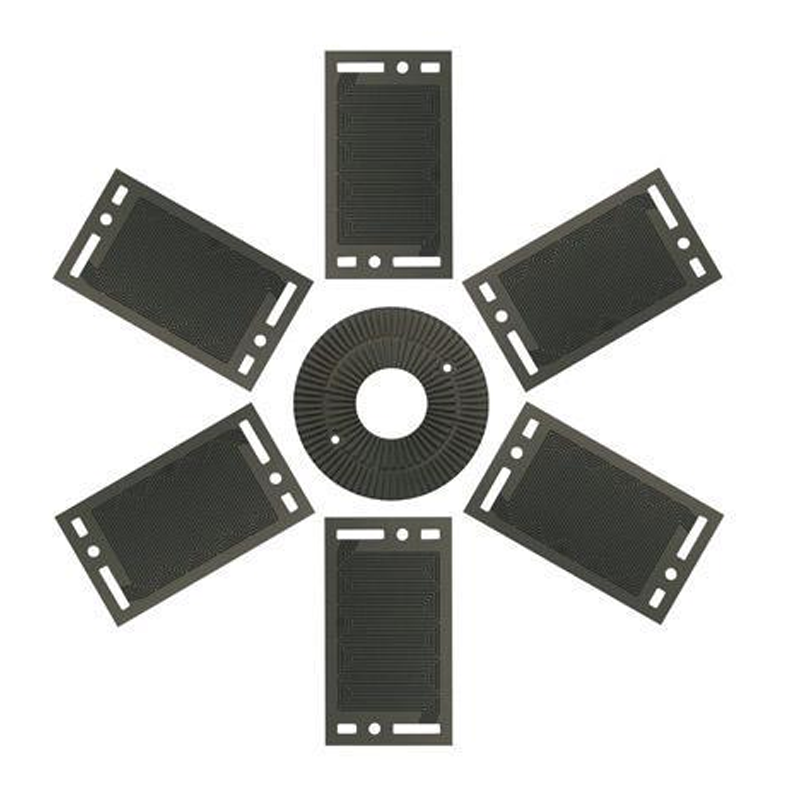
Paljud pooljuhtide tööstuse tooted vajavad seadme kasutusea pikendamiseks pidevat kuumutamist, mis nõuab juhtivalt grafiidilt järgmisi omadusi: suurepärane töökindlus ja kõrge temperatuuriga löögikindlus.
Pooljuhtide tööstuses grafiidi tootmise nõuded on järgmised: mida kõrgem on puhtus, seda parem. Eriti grafiidist seadmed, mis puutuvad kokku kahe osa vahel, sisaldavad liiga palju lisandeid ja saastavad pooljuhtmaterjali. Seetõttu peame juhtiva grafiidi puhtust rangelt kontrollima ning töötlema seda ka kõrgel temperatuuril grafitiseerimisega, et minimeerida halli taset.
Postituse aeg: 08.06.2023