1 Piikarbidipinnoitteen käyttö ja tutkimuksen edistyminen hiili/hiili-lämpökenttämateriaaleissa
1.1 Sovellus ja tutkimuksen edistyminen upokkaan valmistuksessa
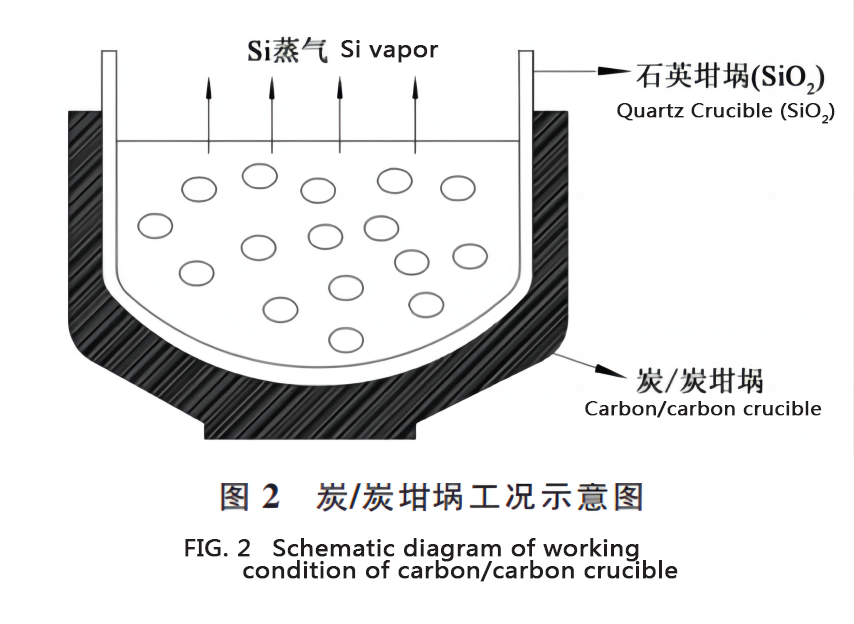
Yksikiteisessä lämpökentässähiili/hiilikupokaskäytetään pääasiassa piimateriaalin kuljetusastiana ja se on kosketuksissakvartsi-upokas, kuten kuvassa 2 on esitetty. Hiili/hiiliupokkaan käyttölämpötila on noin 1450 ℃, jossa se altistuu kiinteän piin (piidioksidin) ja piihöyryn kaksoiseroosiolle, ja lopulta upokas ohenee tai siihen muodostuu rengasmainen halkeama, mikä johtaa upokkaan rikkoutumiseen.
Komposiittipinnoitteella varustettu hiili/hiili-komposiittiupokas valmistettiin kemiallisella höyrypermeaatioprosessilla ja in situ -reaktiolla. Komposiittipinnoite koostui piikarbidipinnoitteesta (100–300 μm), piipinnoitteesta (10–20 μm) ja piinitridipinnoitteesta (50–100 μm), jotka estivät tehokkaasti piihöyryn korroosiota hiili/hiili-komposiittiupokkaan sisäpinnalla. Tuotantoprosessissa komposiittipinnoitetun hiili/hiili-komposiittiupokkaan hävikki on 0,04 mm uunia kohden, ja käyttöikä voi olla jopa 180 uunikertaa.
Tutkijat käyttivät kemiallista reaktiomenetelmää tasaisen piikarbidipinnoitteen luomiseksi hiili/hiili-komposiittiupokkaan pinnalle tietyissä lämpötilaolosuhteissa ja kantokaasun suojassa käyttäen piidioksidia ja piimetallia raaka-aineina korkean lämpötilan sintrausuunissa. Tulokset osoittavat, että korkean lämpötilan käsittely paitsi parantaa sic-pinnoitteen puhtautta ja lujuutta, myös parantaa huomattavasti hiili/hiili-komposiitin pinnan kulutuskestävyyttä ja estää SiO₂-höyryn ja haihtuvien happiatomien aiheuttaman upokkaan pinnan korroosion monokiteisessä piiuunissa. Upokkaan käyttöikä pidentyy 20 % verrattuna upokkaaseen ilman sic-pinnoitetta.
1.2 Virtausohjausputken sovellus ja tutkimuksen edistyminen
Ohjaussylinteri sijaitsee upokkaan yläpuolella (kuten kuvassa 1 on esitetty). Kiteen vetämisen prosessissa lämpötilaero kentän sisä- ja ulkopuolen välillä on suuri, erityisesti pohjapinnan ollessa lähimpänä sulaa piimateriaalia, lämpötila on korkein ja piihöyryn aiheuttama korroosio on vakavin.
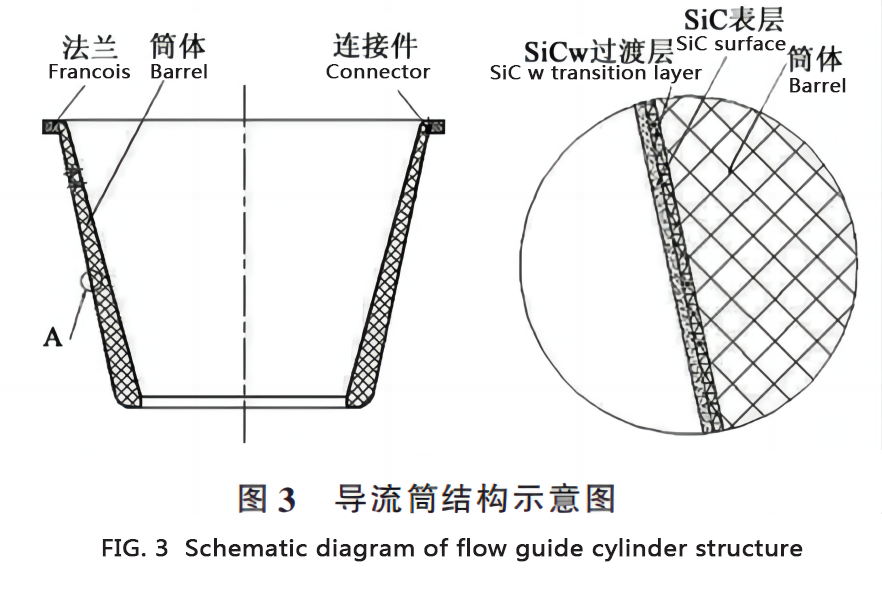
Tutkijat keksivät yksinkertaisen prosessin ja hyvän hapettumisenkestävyyden ohjausputken hapettumisenestopinnoitukselle ja valmistusmenetelmälle. Ensin ohjausputken matriisiin kasvatettiin in situ piikarbidiviippakerros, ja sitten valmistettiin tiheä piikarbidipintakerros siten, että matriisin ja tiheän piikarbidipintakerroksen väliin muodostui SiCw-siirtymäkerros, kuten kuvassa 3 on esitetty. Lämpölaajenemiskerroin oli matriisin ja piikarbidin välillä. Tämä voi tehokkaasti vähentää lämpölaajenemiskertoimien epäsuhdan aiheuttamaa lämpöjännitystä.
Analyysi osoittaa, että SiCw-pitoisuuden kasvaessa pinnoitteen halkeamien koko ja lukumäärä pienenevät. 10 tunnin hapetuksen jälkeen 1100 ℃:n lämpötilassa ilmassa pinnoitenäytteen painohäviö on vain 0,87–8,87 %, ja piikarbidipinnoitteen hapettumiskestävyys ja lämpöshokin kestävyys paranevat huomattavasti. Koko valmistusprosessi suoritetaan jatkuvasti kemiallisella höyrypinnoituksella, mikä yksinkertaistuu huomattavasti ja koko suuttimen kokonaisvaltainen suorituskyky paranee.
Tutkijat ehdottivat menetelmää grafiittiohjausputken matriisin vahvistamiseksi ja pinnan päällystämiseksi czohr-monokristalli-piitä varten. Saatu piikarbidiliete päällystettiin tasaisesti grafiittiohjausputken pinnalle 30–50 μm:n kerrospaksuudella siveltimellä tai ruiskuttamalla, ja sitten se asetettiin korkean lämpötilan uuniin in-situ-reaktiota varten. Reaktiolämpötila oli 1850–2300 ℃ ja lämmönkestävyys 2–6 tuntia. Piikarbidi-ulkokerrosta voidaan käyttää 24 tuuman (60,96 cm) yksikiteisen kasvatusuunissa, ja käyttölämpötila oli 1500 ℃. Havaittiin, että grafiittiohjaussylinterin pinnalla ei ole halkeilua eikä putoavaa jauhetta 1500 tunnin kuluttua.
1.3 Eristyssylinterin sovellus ja tutkimuksen edistyminen
Yhtenä monokiteisen piilämpökenttäjärjestelmän avainkomponenttina eristyssylinteriä käytetään pääasiassa lämpöhäviön vähentämiseen ja lämpökenttäympäristön lämpötilagradientin hallintaan. Yksikiteisen uunin sisäseinän eristyskerroksen tukiosana piihöyrykorroosio johtaa kuonan putoamiseen ja tuotteen halkeiluun, mikä lopulta johtaa tuotteen vikaantumiseen.
Parantaakseen C/C-sic-komposiittieristysputken piihöyryn korroosionkestävyyttä entisestään tutkijat laittoivat valmistetut C/C-sic-komposiittieristysputkituotteet kemiallisen höyryreaktion uuniin ja valmistivat tiheän piikarbidipinnoitteen C/C-sic-komposiittieristysputkituotteiden pinnalle kemiallisen höyrypinnoitusprosessin avulla. Tulokset osoittavat, että prosessi voi tehokkaasti estää hiilikuidun korroosiota C/C-sic-komposiitin ytimessä piihöyryn vaikutuksesta, ja piihöyryn korroosionkestävyys kasvaa 5–10-kertaisesti hiili/hiili-komposiittiin verrattuna, ja eristyssylinterin käyttöikä ja lämpökenttäympäristön turvallisuus paranevat huomattavasti.
2. Johtopäätös ja tulevaisuudennäkymät
Piikarbidipinnoitekäytetään yhä laajemmin hiili/hiili-lämpökenttämateriaaleissa sen erinomaisen hapettumisenkestävyyden ansiosta korkeissa lämpötiloissa. Monokiteisen piin tuotannossa käytettyjen hiili/hiili-lämpökenttämateriaalien koon kasvaessa piikarbidipinnoitteen tasaisuuden parantaminen lämpökenttämateriaalien pinnalla ja hiili/hiili-lämpökenttämateriaalien käyttöiän parantaminen on tullut kiireelliseksi ongelmaksi.
Toisaalta monokiteisen piiteollisuuden kehittyessä myös erittäin puhtaiden hiili/hiili-lämpökenttämateriaalien kysyntä kasvaa, ja piikarbidi-nanokuituja kasvatetaan myös sisäisten hiilikuitujen päälle reaktion aikana. Kokeilla valmistettujen C/C-ZRC- ja C/C-sic ZrC -komposiittien massaablaatio- ja lineaari-ablaationopeudet ovat vastaavasti -0,32 mg/s ja 2,57 μm/s. C/C-sic-ZrC-komposiittien massaablaatio- ja viiva-ablaationopeudet ovat vastaavasti -0,24 mg/s ja 1,66 μm/s. Piikarbidi-nanokuituja sisältävillä C/C-ZRC-komposiiteilla on paremmat ablatiiviset ominaisuudet. Myöhemmin tutkitaan eri hiililähteiden vaikutuksia piikarbidi-nanokuitujen kasvuun ja mekanismia, jolla piikarbidi-nanokuituja vahvistetaan C/C-ZRC-komposiittien ablatiivisia ominaisuuksia.
Komposiittipinnoitteella varustettu hiili/hiili-komposiittiupokas valmistettiin kemiallisella höyrypermeaatioprosessilla ja in situ -reaktiolla. Komposiittipinnoite koostui piikarbidipinnoitteesta (100–300 μm), piipinnoitteesta (10–20 μm) ja piinitridipinnoitteesta (50–100 μm), jotka estivät tehokkaasti piihöyryn korroosiota hiili/hiili-komposiittiupokkaan sisäpinnalla. Tuotantoprosessissa komposiittipinnoitetun hiili/hiili-komposiittiupokkaan hävikki on 0,04 mm uunia kohden, ja käyttöikä voi olla jopa 180 uunikertaa.
Julkaisun aika: 22. helmikuuta 2024