૧ કાર્બન/કાર્બન થર્મલ ફિલ્ડ મટિરિયલ્સમાં સિલિકોન કાર્બાઇડ કોટિંગનો ઉપયોગ અને સંશોધન પ્રગતિ
૧.૧ ક્રુસિબલ તૈયારીમાં ઉપયોગ અને સંશોધન પ્રગતિ
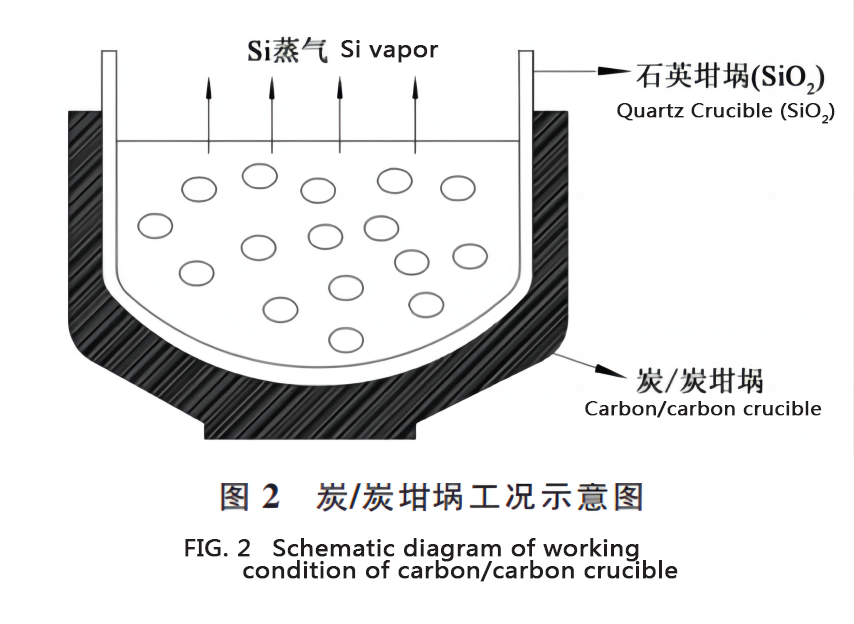
સિંગલ ક્રિસ્ટલ થર્મલ ક્ષેત્રમાં,કાર્બન/કાર્બન ક્રુસિબલમુખ્યત્વે સિલિકોન સામગ્રી માટે વહન પાત્ર તરીકે ઉપયોગમાં લેવાય છે અને તેક્વાર્ટઝ ક્રુસિબલ, આકૃતિ 2 માં બતાવ્યા પ્રમાણે. કાર્બન/કાર્બન ક્રુસિબલનું કાર્યકારી તાપમાન લગભગ 1450℃ છે, જે ઘન સિલિકોન (સિલિકોન ડાયોક્સાઇડ) અને સિલિકોન વરાળના બેવડા ધોવાણને આધિન છે, અને અંતે ક્રુસિબલ પાતળું થઈ જાય છે અથવા રિંગ ક્રેક ધરાવે છે, જેના પરિણામે ક્રુસિબલ નિષ્ફળ જાય છે.
રાસાયણિક વરાળ પરમીશન પ્રક્રિયા અને ઇન-સીટુ પ્રતિક્રિયા દ્વારા એક સંયુક્ત કોટિંગ કાર્બન/કાર્બન સંયુક્ત ક્રુસિબલ તૈયાર કરવામાં આવ્યું હતું. સંયુક્ત કોટિંગ સિલિકોન કાર્બાઇડ કોટિંગ (100~300μm), સિલિકોન કોટિંગ (10~20μm) અને સિલિકોન નાઇટ્રાઇડ કોટિંગ (50~100μm) થી બનેલું હતું, જે કાર્બન/કાર્બન સંયુક્ત ક્રુસિબલની આંતરિક સપાટી પર સિલિકોન વરાળના કાટને અસરકારક રીતે અટકાવી શકે છે. ઉત્પાદન પ્રક્રિયામાં, સંયુક્ત કોટેડ કાર્બન/કાર્બન સંયુક્ત ક્રુસિબલનું નુકસાન પ્રતિ ભઠ્ઠી 0.04 મીમી છે, અને સેવા જીવન 180 ભઠ્ઠી વખત સુધી પહોંચી શકે છે.
સંશોધકોએ ચોક્કસ તાપમાનની પરિસ્થિતિઓ અને વાહક ગેસના રક્ષણ હેઠળ કાર્બન/કાર્બન કમ્પોઝિટ ક્રુસિબલની સપાટી પર એક સમાન સિલિકોન કાર્બાઇડ કોટિંગ ઉત્પન્ન કરવા માટે રાસાયણિક પ્રતિક્રિયા પદ્ધતિનો ઉપયોગ કર્યો, જેમાં ઉચ્ચ-તાપમાન સિન્ટરિંગ ભઠ્ઠીમાં કાચા માલ તરીકે સિલિકોન ડાયોક્સાઇડ અને સિલિકોન ધાતુનો ઉપયોગ કરવામાં આવ્યો. પરિણામો દર્શાવે છે કે ઉચ્ચ તાપમાનની સારવાર માત્ર sic કોટિંગની શુદ્ધતા અને મજબૂતાઈમાં સુધારો કરતી નથી, પરંતુ કાર્બન/કાર્બન કમ્પોઝિટની સપાટીના વસ્ત્રો પ્રતિકારમાં પણ ઘણો સુધારો કરે છે, અને મોનોક્રિસ્ટલ સિલિકોન ભઠ્ઠીમાં SiO વરાળ અને અસ્થિર ઓક્સિજન અણુઓ દ્વારા ક્રુસિબલની સપાટીના કાટને અટકાવે છે. sic કોટિંગ વિના ક્રુસિબલની સરખામણીમાં ક્રુસિબલની સર્વિસ લાઇફ 20% વધી છે.
૧.૨ ફ્લો ગાઇડ ટ્યુબમાં એપ્લિકેશન અને સંશોધન પ્રગતિ
માર્ગદર્શક સિલિન્ડર ક્રુસિબલની ઉપર સ્થિત છે (આકૃતિ 1 માં બતાવ્યા પ્રમાણે). સ્ફટિક ખેંચવાની પ્રક્રિયામાં, ક્ષેત્રની અંદર અને બહાર તાપમાનનો તફાવત મોટો હોય છે, ખાસ કરીને નીચેની સપાટી પીગળેલા સિલિકોન સામગ્રીની સૌથી નજીક હોય છે, તાપમાન સૌથી વધુ હોય છે, અને સિલિકોન વરાળ દ્વારા કાટ સૌથી ગંભીર હોય છે.
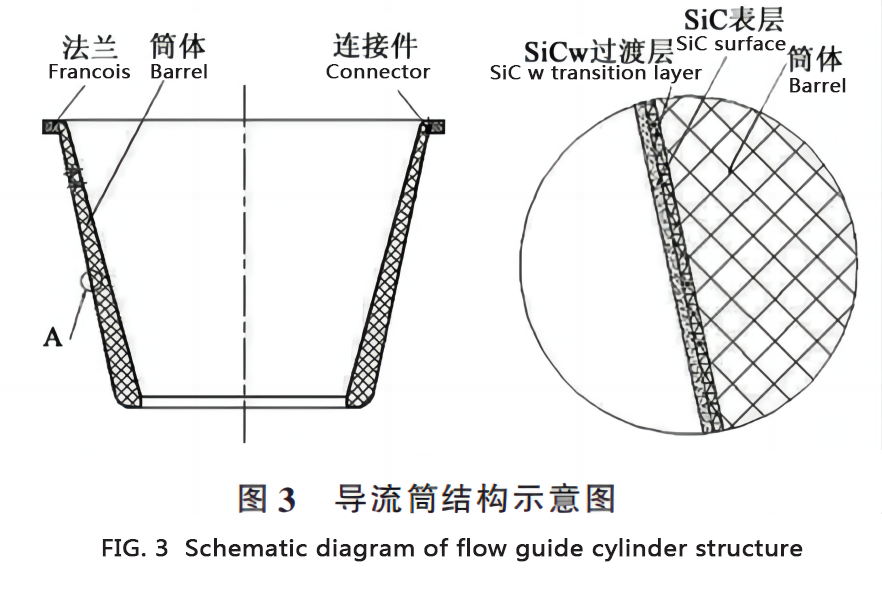
સંશોધકોએ ગાઇડ ટ્યુબ એન્ટી-ઓક્સિડેશન કોટિંગ અને તૈયારી પદ્ધતિની એક સરળ પ્રક્રિયા અને સારા ઓક્સિડેશન પ્રતિકારની શોધ કરી. પ્રથમ, ગાઇડ ટ્યુબના મેટ્રિક્સ પર સિલિકોન કાર્બાઇડ વ્હિસ્કરનો એક સ્તર ઇન-સીટુ ઉગાડવામાં આવ્યો હતો, અને પછી ગાઢ સિલિકોન કાર્બાઇડ બાહ્ય સ્તર તૈયાર કરવામાં આવ્યો હતો, જેથી આકૃતિ 3 માં બતાવ્યા પ્રમાણે, મેટ્રિક્સ અને ગાઢ સિલિકોન કાર્બાઇડ સપાટી સ્તર વચ્ચે SiCw સંક્રમણ સ્તર રચાય. થર્મલ વિસ્તરણનો ગુણાંક મેટ્રિક્સ અને સિલિકોન કાર્બાઇડ વચ્ચે હતો. તે થર્મલ વિસ્તરણ ગુણાંકના મેળ ખાતી ન હોવાને કારણે થર્મલ તણાવને અસરકારક રીતે ઘટાડી શકે છે.
વિશ્લેષણ દર્શાવે છે કે SiCw સામગ્રીમાં વધારો થવાથી, કોટિંગમાં તિરાડોનું કદ અને સંખ્યા ઘટે છે. 1100 ℃ હવામાં 10 કલાક ઓક્સિડેશન પછી, કોટિંગ નમૂનાનો વજન ઘટાડવાનો દર માત્ર 0.87%~8.87% છે, અને સિલિકોન કાર્બાઇડ કોટિંગનો ઓક્સિડેશન પ્રતિકાર અને થર્મલ શોક પ્રતિકાર ઘણો સુધર્યો છે. રાસાયણિક વરાળ નિક્ષેપ દ્વારા સમગ્ર તૈયારી પ્રક્રિયા સતત પૂર્ણ થાય છે, સિલિકોન કાર્બાઇડ કોટિંગની તૈયારી ખૂબ જ સરળ બને છે, અને સમગ્ર નોઝલનું વ્યાપક પ્રદર્શન મજબૂત બને છે.
સંશોધકોએ ઝોહર મોનોક્રિસ્ટલ સિલિકોન માટે ગ્રેફાઇટ ગાઇડ ટ્યુબના મેટ્રિક્સ મજબૂતીકરણ અને સપાટી કોટિંગની પદ્ધતિનો પ્રસ્તાવ મૂક્યો. પ્રાપ્ત સિલિકોન કાર્બાઇડ સ્લરી બ્રશ કોટિંગ અથવા સ્પ્રે કોટિંગ પદ્ધતિ દ્વારા 30~50 μm ની કોટિંગ જાડાઈ સાથે ગ્રેફાઇટ ગાઇડ ટ્યુબની સપાટી પર સમાન રીતે કોટ કરવામાં આવી હતી, અને પછી ઇન-સીટુ પ્રતિક્રિયા માટે ઉચ્ચ તાપમાન ભઠ્ઠીમાં મૂકવામાં આવી હતી, પ્રતિક્રિયા તાપમાન 1850~2300 ℃ હતું, અને ગરમીનું સંરક્ષણ 2~6 કલાક હતું. SiC બાહ્ય સ્તરનો ઉપયોગ 24 ઇંચ (60.96 સે.મી.) સિંગલ ક્રિસ્ટલ ગ્રોથ ફર્નેસમાં કરી શકાય છે, અને ઉપયોગ તાપમાન 1500 ℃ છે, અને એવું જાણવા મળ્યું છે કે 1500 કલાક પછી ગ્રેફાઇટ ગાઇડ સિલિન્ડરની સપાટી પર કોઈ ક્રેકીંગ અને પડતો પાવડર નથી.
૧.૩ ઇન્સ્યુલેશન સિલિન્ડરમાં ઉપયોગ અને સંશોધન પ્રગતિ
મોનોક્રિસ્ટલાઇન સિલિકોન થર્મલ ફિલ્ડ સિસ્ટમના મુખ્ય ઘટકોમાંના એક તરીકે, ઇન્સ્યુલેશન સિલિન્ડરનો ઉપયોગ મુખ્યત્વે ગરમીનું નુકસાન ઘટાડવા અને થર્મલ ફિલ્ડ પર્યાવરણના તાપમાન ઢાળને નિયંત્રિત કરવા માટે થાય છે. સિંગલ ક્રિસ્ટલ ફર્નેસના આંતરિક દિવાલ ઇન્સ્યુલેશન સ્તરના સહાયક ભાગ તરીકે, સિલિકોન વરાળ કાટ ઉત્પાદનના સ્લેગ ડ્રોપિંગ અને ક્રેકીંગ તરફ દોરી જાય છે, જે આખરે ઉત્પાદન નિષ્ફળતા તરફ દોરી જાય છે.
C/ C-sic કમ્પોઝિટ ઇન્સ્યુલેશન ટ્યુબના સિલિકોન વરાળ કાટ પ્રતિકારને વધુ વધારવા માટે, સંશોધકોએ તૈયાર કરેલા C/ C-sic કમ્પોઝિટ ઇન્સ્યુલેશન ટ્યુબ ઉત્પાદનોને રાસાયણિક વરાળ પ્રતિક્રિયા ભઠ્ઠીમાં મૂક્યા, અને રાસાયણિક વરાળ જમા કરવાની પ્રક્રિયા દ્વારા C/ C-sic કમ્પોઝિટ ઇન્સ્યુલેશન ટ્યુબ ઉત્પાદનોની સપાટી પર ગાઢ સિલિકોન કાર્બાઇડ કોટિંગ તૈયાર કર્યું. પરિણામો દર્શાવે છે કે, આ પ્રક્રિયા સિલિકોન વરાળ દ્વારા C/ C-sic કમ્પોઝિટના કોર પર કાર્બન ફાઇબરના કાટને અસરકારક રીતે અટકાવી શકે છે, અને સિલિકોન વરાળનો કાટ પ્રતિકાર કાર્બન/કાર્બન કમ્પોઝિટની તુલનામાં 5 થી 10 ગણો વધે છે, અને ઇન્સ્યુલેશન સિલિન્ડરની સેવા જીવન અને થર્મલ ક્ષેત્ર પર્યાવરણની સલામતીમાં ઘણો સુધારો થાય છે.
૨.નિષ્કર્ષ અને સંભાવના
સિલિકોન કાર્બાઇડ કોટિંગઉચ્ચ તાપમાને ઉત્તમ ઓક્સિડેશન પ્રતિકારને કારણે કાર્બન/કાર્બન થર્મલ ફિલ્ડ મટિરિયલ્સમાં તેનો વધુને વધુ વ્યાપક ઉપયોગ થાય છે. મોનોક્રિસ્ટલાઇન સિલિકોન ઉત્પાદનમાં વપરાતા કાર્બન/કાર્બન થર્મલ ફિલ્ડ મટિરિયલ્સના કદમાં વધારો થવાથી, થર્મલ ફિલ્ડ મટિરિયલ્સની સપાટી પર સિલિકોન કાર્બાઇડ કોટિંગની એકરૂપતા કેવી રીતે સુધારવી અને કાર્બન/કાર્બન થર્મલ ફિલ્ડ મટિરિયલ્સની સર્વિસ લાઇફ કેવી રીતે સુધારવી તે એક તાત્કાલિક સમસ્યા બની ગઈ છે જેનો ઉકેલ લાવવો જરૂરી છે.
બીજી બાજુ, મોનોક્રિસ્ટલાઇન સિલિકોન ઉદ્યોગના વિકાસ સાથે, ઉચ્ચ-શુદ્ધતા કાર્બન/કાર્બન થર્મલ ફિલ્ડ સામગ્રીની માંગ પણ વધી રહી છે, અને પ્રતિક્રિયા દરમિયાન આંતરિક કાર્બન તંતુઓ પર SiC નેનોફાઇબર પણ ઉગાડવામાં આવે છે. પ્રયોગો દ્વારા તૈયાર કરાયેલ C/ C-ZRC અને C/ C-sic ZrC કમ્પોઝિટના માસ એબ્લેશન અને રેખીય એબ્લેશન દર અનુક્રમે -0.32 mg/s અને 2.57 μm/s છે. C/ C-sic -ZrC કમ્પોઝિટના માસ અને રેખીય એબ્લેશન દર અનુક્રમે -0.24mg/s અને 1.66 μm/s છે. SiC નેનોફાઇબરવાળા C/ C-ZRC કમ્પોઝિટમાં વધુ સારા એબ્લેટિવ ગુણધર્મો હોય છે. બાદમાં, SiC નેનોફાઇબરના વિકાસ પર વિવિધ કાર્બન સ્ત્રોતોની અસરો અને C/ C-ZRC કમ્પોઝિટના એબ્લેટિવ ગુણધર્મોને મજબૂત બનાવતા SiC નેનોફાઇબરની પદ્ધતિનો અભ્યાસ કરવામાં આવશે.
રાસાયણિક વરાળ પરમીશન પ્રક્રિયા અને ઇન-સીટુ પ્રતિક્રિયા દ્વારા એક સંયુક્ત કોટિંગ કાર્બન/કાર્બન સંયુક્ત ક્રુસિબલ તૈયાર કરવામાં આવ્યું હતું. સંયુક્ત કોટિંગ સિલિકોન કાર્બાઇડ કોટિંગ (100~300μm), સિલિકોન કોટિંગ (10~20μm) અને સિલિકોન નાઇટ્રાઇડ કોટિંગ (50~100μm) થી બનેલું હતું, જે કાર્બન/કાર્બન સંયુક્ત ક્રુસિબલની આંતરિક સપાટી પર સિલિકોન વરાળના કાટને અસરકારક રીતે અટકાવી શકે છે. ઉત્પાદન પ્રક્રિયામાં, સંયુક્ત કોટેડ કાર્બન/કાર્બન સંયુક્ત ક્રુસિબલનું નુકસાન પ્રતિ ભઠ્ઠી 0.04 મીમી છે, અને સેવા જીવન 180 ભઠ્ઠી વખત સુધી પહોંચી શકે છે.
પોસ્ટ સમય: ફેબ્રુઆરી-૨૨-૨૦૨૪