كربيد السيليكونيتميز هذا المركب بفجوة نطاق طاقة واسعة، وموصلية حرارية عالية، وقوة مجال انهيار حرج عالية، ومعدل انجراف تشبع إلكتروني مرتفع. وهو يلبي متطلبات التطبيقات في ظروف درجات الحرارة والضغط والتردد والطاقة العالية. ويمكن استخدامه على نطاق واسع في مركبات الطاقة الجديدة، والخلايا الكهروضوئية، والتحكم الصناعي، والاتصالات اللاسلكية، وغيرها من المجالات. ومع التطور السريع للصناعات ذات الصلة، فتح سوق أشباه الموصلات من الجيل الثالث، الذي يمثله كربيد السيليكون، آفاقًا جديدة.
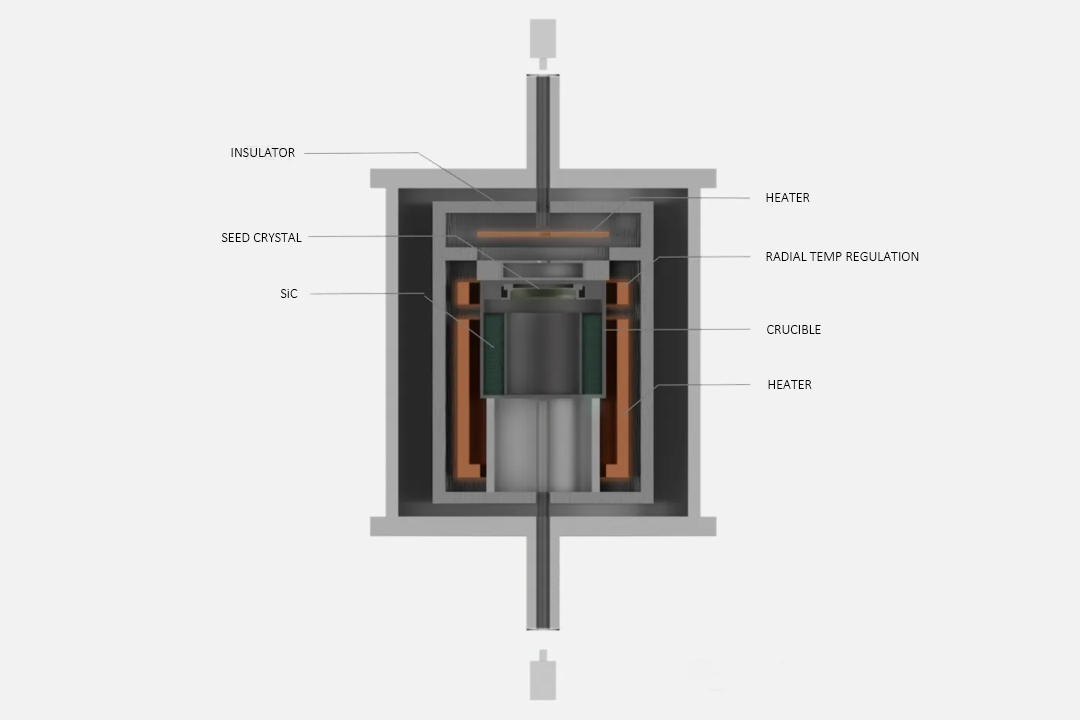
يُعدّ نمو البلورات الركيزة الأساسية لإنتاج ركائز كربيد السيليكون، ويُعتبر فرن نمو البلورات هو الجهاز الرئيسي في هذه العملية. وكما هو الحال في أفران نمو البلورات التقليدية المستخدمة في إنتاج السيليكون البلوري، فإنّ بنية هذا الفرن ليست معقدة. ويتألف بشكل أساسي من جسم الفرن، ونظام التسخين، وآلية نقل الملفات، ونظام قياس الفراغ، ونظام مسار الغاز، ونظام التبريد، ونظام التحكم، وغيرها. ويُحدد المجال الحراري وظروف العملية المؤشرات الرئيسية لجودة بلورات كربيد السيليكون، وحجمها، وموصليتها، وغيرها من المؤشرات الهامة.
أولاً: صعوبات في تقنية نمو بلورات كربيد السيليكون
تكون درجة حرارة نمو بلورات كربيد السيليكون مرتفعة للغاية ولا يمكن مراقبتها، لذا تكمن الصعوبة الرئيسية في العملية نفسها:
(1)صعوبة في التحكم في المجال الحراريإن مراقبة التجويف المغلق ذي درجة الحرارة العالية أمر صعب وغير قابل للتحكم. على عكس معدات نمو البلورات التقليدية القائمة على السيليكون والتي يتم سحبها من المحلول، والتي تتميز بدرجة عالية من الأتمتة ويمكن مراقبة عملية نمو البلورات والتحكم فيها وتعديلها، فإن بلورات كربيد السيليكون تنمو في مساحة مغلقة في بيئة ذات درجة حرارة عالية تزيد عن 2000 درجة مئوية، ويجب التحكم بدقة في درجة حرارة النمو أثناء الإنتاج، مما يجعل التحكم في درجة الحرارة أمرًا صعبًا؛
(2)صعوبة في التحكم في شكل البلورةتُعدّ الأنابيب الدقيقة والشوائب متعددة الأشكال والانخلاعات وغيرها من العيوب عرضةً للظهور أثناء عملية النمو، وتؤثر هذه العيوب على بعضها البعض وتتطور فيما بينها. تُعتبر الأنابيب الدقيقة (MP) عيوبًا نافذة يتراوح حجمها من عدة ميكرونات إلى عشرات الميكرونات، وهي عيوب قاتلة للأجهزة. تحتوي بلورات كربيد السيليكون الأحادية على أكثر من 200 شكل بلوري مختلف، ولكن عددًا قليلًا فقط من البنى البلورية (النوع 4Hتُعدّ هذه المواد شبه الموصلة ضروريةً للإنتاج. ويُعدّ تحوّل الشكل البلوري عرضةً للحدوث أثناء عملية النمو، مما يؤدي إلى عيوبٍ متعددة الأشكال. لذا، من الضروري التحكم بدقة في معايير مثل نسبة السيليكون إلى الكربون، وتدرج درجة حرارة النمو، ومعدل نمو البلورات، وضغط تدفق الغاز.
بالإضافة إلى ذلك، يوجد تدرج في درجة الحرارة في المجال الحراري لنمو بلورة كربيد السيليكون الأحادية، مما يؤدي إلى إجهاد داخلي طبيعي والخلع الناتج (خلع المستوى القاعدي BPD، خلع لولبي TSD، خلع حافة TED) أثناء عملية نمو البلورة، مما يؤثر بالتالي على جودة وأداء الترسيب اللاحق والأجهزة.
(3)صعوبة السيطرة على تعاطي المنشطاتيجب التحكم بدقة في إدخال الشوائب الخارجية للحصول على بلورة موصلة ذات تطعيم اتجاهي؛
(4)معدل نمو بطيءمعدل نمو كربيد السيليكون بطيء للغاية. تقليدياًمواد السيليكونتحتاج بلورات كربيد السيليكون إلى ثلاثة أيام فقط لتنمو إلى قضيب بلوري، بينما تحتاج قضبان كربيد السيليكون البلورية إلى سبعة أيام. وهذا يؤدي بطبيعة الحال إلى انخفاض كفاءة إنتاج كربيد السيليكون، وبالتالي إنتاج محدود للغاية.
من جهة أخرى، تتسم معايير نمو طبقات كربيد السيليكون فوق بعضها البعض بمتطلبات بالغة الدقة، تشمل إحكام إغلاق الجهاز، واستقرار ضغط الغاز في حجرة التفاعل، والتحكم الدقيق في زمن إدخال الغاز، ودقة نسبة الغاز، والإدارة الصارمة لدرجة حرارة الترسيب. وبشكل خاص، مع تحسن مستوى تحمل الجهد للجهاز، ازدادت صعوبة التحكم في المعايير الأساسية لرقاقة الترسيب فوق بعضها البعض بشكل ملحوظ.
بالإضافة إلى ذلك، مع ازدياد سُمك الطبقة المُرَسَّبة، أصبح التحكم في تجانس المقاومة الكهربائية وتقليل كثافة العيوب مع ضمان السُمك تحديًا رئيسيًا آخر. في نظام التحكم الكهربائي، من الضروري دمج أجهزة استشعار ومُشغِّلات عالية الدقة لضمان تنظيم مختلف المعايير بدقة وثبات. في الوقت نفسه، يُعد تحسين خوارزمية التحكم أمرًا بالغ الأهمية، إذ يجب أن تكون قادرة على تعديل استراتيجية التحكم في الوقت الفعلي وفقًا لإشارة التغذية الراجعة للتكيف مع مختلف التغيرات فينمو طبقة السيليكون كاربيد المتناميةعملية.
ثانياً: الصعوبات الرئيسية في تصنيع ركائز كربيد السيليكون:
1. درجة حرارة النمو أعلى من 2000 درجة مئوية، وهي أعلى بمرتين من درجة حرارة السيليكون.
2. يكون سمك قضيب البلورة صغيرًا خلال فترة نمو البلورة، وينمو قضيب بلوري من كربيد السيليكون بطول 2 سم في 7 أيام.
3. متطلبات نوع البلورة عالية، ولا يوجد سوى عدد قليل من كربيد السيليكون أحادي البلورة ذي الهياكل البلورية.
4. معدل التآكل الناتج عن القطع مرتفع، وكربيد السيليكون يتمتع بصلابة عالية للغاية.
باختصار، فإن التكلفة الزمنية الباهظة وتقنية المعالجة المعقدة تحدد التكلفة العالية لركائز كربيد السيليكون، مما يحد من تطبيق كربيد السيليكون.
ثالثًا: تصنيف أفران نمو البلورات
بحسب طرق التسخين المختلفة، يمكن تقسيم أفران نمو البلورات إلى نوعين: الحث والمقاومة. حاليًا، معظم الأجهزة المتوفرة في السوق من النوع الحثي، لما يتميز به من انخفاض التكلفة، وبساطة التركيب، وسهولة الصيانة، وكفاءة حرارية عالية. مع ذلك، ونظرًا لتأثير الحث الكهرومغناطيسي، فإن درجة الحرارة المحورية والشعاعية في التسخين الحثي مترابطة، مما يجعل من المستحيل مراعاة كل من سرعة نمو البلورات وجودتها.
تتيح منصة النمو الحراري المقاومة التحكم الدقيق في درجة الحرارة المحورية والشعاعية على التوالي، مما يُسهم في نمو بلورات كبيرة الحجم ويُحسّن معدل نمو البلورات. وهي تُعدّ أحد الحلول المستقبلية لنمو بلورات كربيد السيليكون عالية الجودة بحجم 8 بوصات.
مقارنة بين طريقة الحث وطريقة المقاومة:
| طريقة الحث | طريقة المقاومة | |
| مبدأ العمل | التسخين بالحث هو طريقة للمعالجة الحرارية تستخدم التأثير المغناطيسي للتيار الكهربائي لإنشاء كثافة عالية نسبياً من التيار المستحث على الطبقة السطحية لقطعة العمل، مما يؤدي إلى تسخينها بسرعة إلى حالة الأوستنيت، ثم تبريدها بسرعة للحصول على بنية مارتنسيتية. | تعتمد التسخين المقاوم على حرارة جول الناتجة عن مرور التيار الكهربائي عبر الموصل كمصدر للحرارة. ويمكن تقسيمه إلى فئتين: التسخين المقاوم غير المباشر (باستخدام عنصر تسخين كهربائي أو وسط موصل) والتسخين المقاوم المباشر. |
| التحكم في درجة الحرارة | تعتمد طريقة الحث على تسخين المجال المغناطيسي الداخلي عبر ملف الحث الموجود خارج البوتقة. تتميز هذه الطريقة بسرعة التسخين، إلا أن المسافة بين ملف الحث والبوتقة كبيرة، مما يؤدي إلى تشتت منطقة الإشعاع، ويصعب التحكم بدقة في توليد الحرارة على سطح البوتقة أفقياً. | تعتمد طريقة المقاومة على استخدام سخان منفصل قريب من البوتقة. ومن خلال ضبط السخان، يمكن التحكم بدقة أكبر في درجة حرارة سطح البوتقة. |
| نمو البلورات كبيرة الحجم | عند إضافة ملفات تسخين متعددة إلى بنية المجال الحراري لطريقة الحث، قد تتداخل المجالات المغناطيسية مع بعضها البعض، مما يؤدي إلى عدم توزيع المجال المغناطيسي والحرارة بسهولة وفقًا لغرض التصميم، مما يؤثر على تأثير التسخين ونمو البلورات. | من الأسهل تصميم نظام تسخين مستقل متعدد المراحل للتحكم في معدات نمو البلورات بالتسخين المقاوم، كما أن التدرج الشعاعي للمعدات نفسها صغير، مما يمكن أن يلبي احتياجات نمو البلورات كبيرة الحجم. |
| دورة نمو البلورات | يستغرق نمو البلورات بطريقة الحث حوالي 10 أيام، ويستغرق التلدين من 10 إلى 15 يومًا، وتستغرق دورة النمو الإجمالية من 20 إلى 25 يومًا. | تستغرق دورة نمو البلورات حوالي 5-7 أيام، ويمكن تلدينها تلقائيًا، وتنخفض درجة الحرارة ببطء بعد انقطاع التيار الكهربائي. |
| استهلاك الطاقة | يبلغ استهلاك الطاقة في طريقة المقاومة ضعفين إلى ثلاثة أضعاف استهلاك الطاقة في طريقة الحث. | |
| مستوى العائد | تتحسن نسبة إنتاج البلورات التي تنمو باستخدام فرن نمو البلورات بطريقة المقاومة بشكل كبير مقارنة بفرن نمو البلورات بطريقة الحث | |
تاريخ النشر: 24 يونيو 2025