Proses dasar dariSiCPertumbuhan kristal dibagi menjadi sublimasi dan dekomposisi bahan baku pada suhu tinggi, transportasi zat fase gas di bawah pengaruh gradien suhu, dan pertumbuhan rekristalisasi zat fase gas pada kristal benih. Berdasarkan hal ini, bagian dalam wadah dibagi menjadi tiga bagian: area bahan baku, ruang pertumbuhan, dan kristal benih. Model simulasi numerik dibuat berdasarkan resistif aktual.SiCperalatan pertumbuhan kristal tunggal (lihat Gambar 1). Dalam perhitungan: bagian bawahpercobaanPG berjarak 90 mm dari bagian bawah pemanas samping, suhu puncak krusibel adalah 2100 ℃, diameter partikel bahan baku adalah 1000 μm, porositasnya 0,6, tekanan pertumbuhan adalah 300 Pa, dan waktu pertumbuhan adalah 100 jam. Ketebalan PG adalah 5 mm, diameternya sama dengan diameter dalam krusibel, dan terletak 30 mm di atas bahan baku. Proses sublimasi, karbonisasi, dan rekristalisasi zona bahan baku dipertimbangkan dalam perhitungan, dan reaksi antara PG dan zat fase gas tidak dipertimbangkan. Parameter sifat fisik yang terkait dengan perhitungan ditunjukkan pada Tabel 1.
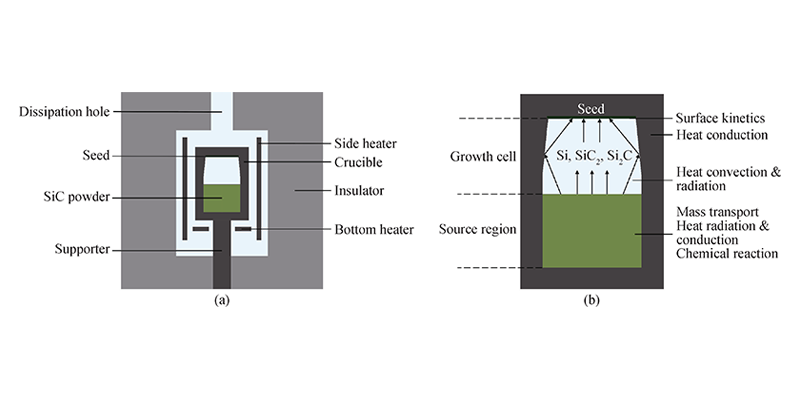
Gambar 1 Model perhitungan simulasi. (a) Model medan termal untuk simulasi pertumbuhan kristal; (b) Pembagian area internal wadah dan masalah fisik terkait
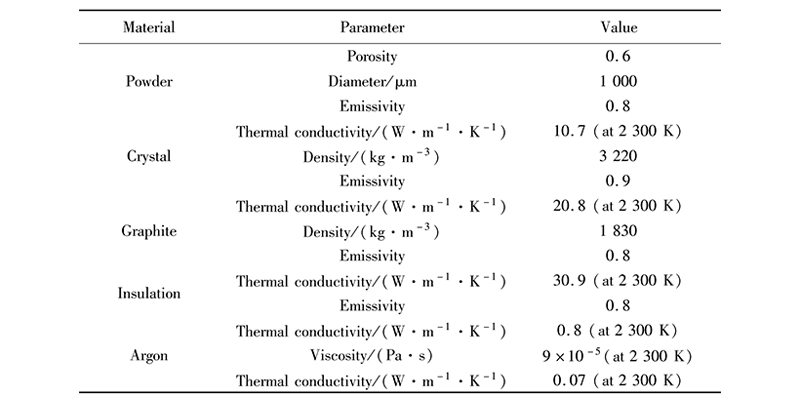
Tabel 1 Beberapa parameter fisik yang digunakan dalam perhitungan
Gambar 2(a) menunjukkan bahwa suhu struktur yang mengandung PG (dilambangkan sebagai struktur 1) lebih tinggi daripada suhu struktur tanpa PG (dilambangkan sebagai struktur 0) di bawah PG, dan lebih rendah daripada suhu struktur 0 di atas PG. Gradien suhu keseluruhan meningkat, dan PG bertindak sebagai agen isolasi panas. Menurut Gambar 2(b) dan 2(c), gradien suhu aksial dan radial struktur 1 di zona bahan baku lebih kecil, distribusi suhu lebih seragam, dan sublimasi material lebih lengkap. Tidak seperti zona bahan baku, Gambar 2(c) menunjukkan bahwa gradien suhu radial pada kristal benih struktur 1 lebih besar, yang mungkin disebabkan oleh proporsi yang berbeda dari berbagai mode perpindahan panas, yang membantu kristal tumbuh dengan antarmuka cembung. Pada Gambar 2(d), suhu pada posisi yang berbeda di dalam wadah menunjukkan tren peningkatan seiring dengan kemajuan pertumbuhan, tetapi perbedaan suhu antara struktur 0 dan struktur 1 secara bertahap menurun di zona bahan baku dan secara bertahap meningkat di ruang pertumbuhan.
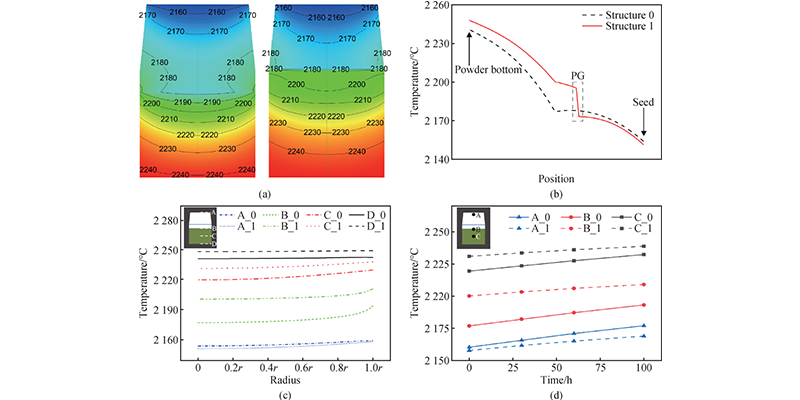 Gambar 2 Distribusi dan perubahan suhu di dalam wadah. (a) Distribusi suhu di dalam wadah struktur 0 (kiri) dan struktur 1 (kanan) pada 0 jam, satuan: ℃; (b) Distribusi suhu pada garis tengah wadah struktur 0 dan struktur 1 dari bagian bawah bahan baku hingga kristal benih pada 0 jam; (c) Distribusi suhu dari tengah ke tepi wadah pada permukaan kristal benih (A) dan permukaan bahan baku (B), tengah (C) dan bawah (D) pada 0 jam, sumbu horizontal r adalah jari-jari kristal benih untuk A, dan jari-jari area bahan baku untuk B~D; (d) Perubahan suhu di tengah bagian atas (A), permukaan bahan baku (B) dan tengah (C) ruang pertumbuhan struktur 0 dan struktur 1 pada 0, 30, 60, dan 100 jam.
Gambar 2 Distribusi dan perubahan suhu di dalam wadah. (a) Distribusi suhu di dalam wadah struktur 0 (kiri) dan struktur 1 (kanan) pada 0 jam, satuan: ℃; (b) Distribusi suhu pada garis tengah wadah struktur 0 dan struktur 1 dari bagian bawah bahan baku hingga kristal benih pada 0 jam; (c) Distribusi suhu dari tengah ke tepi wadah pada permukaan kristal benih (A) dan permukaan bahan baku (B), tengah (C) dan bawah (D) pada 0 jam, sumbu horizontal r adalah jari-jari kristal benih untuk A, dan jari-jari area bahan baku untuk B~D; (d) Perubahan suhu di tengah bagian atas (A), permukaan bahan baku (B) dan tengah (C) ruang pertumbuhan struktur 0 dan struktur 1 pada 0, 30, 60, dan 100 jam.
Gambar 3 menunjukkan transportasi material pada waktu yang berbeda di dalam wadah struktur 0 dan struktur 1. Laju aliran material fase gas di area bahan baku dan ruang pertumbuhan meningkat seiring dengan peningkatan posisi, dan transportasi material melemah seiring dengan kemajuan pertumbuhan. Gambar 3 juga menunjukkan bahwa di bawah kondisi simulasi, bahan baku pertama kali mengalami grafitisasi pada dinding samping wadah dan kemudian pada bagian bawah wadah. Selain itu, terjadi rekristalisasi pada permukaan bahan baku dan secara bertahap menebal seiring dengan kemajuan pertumbuhan. Gambar 4(a) dan 4(b) menunjukkan bahwa laju aliran material di dalam bahan baku menurun seiring dengan kemajuan pertumbuhan, dan laju aliran material pada 100 jam sekitar 50% dari saat awal; namun, laju aliran relatif besar di tepi karena grafitisasi bahan baku, dan laju aliran di tepi lebih dari 10 kali lipat dari laju aliran di area tengah pada 100 jam; Selain itu, efek PG pada struktur 1 membuat laju aliran material di area bahan baku struktur 1 lebih rendah daripada struktur 0. Pada Gambar 4(c), aliran material di area bahan baku dan ruang pertumbuhan secara bertahap melemah seiring dengan kemajuan pertumbuhan, dan aliran material di area bahan baku terus menurun, yang disebabkan oleh pembukaan saluran aliran udara di tepi wadah dan penghambatan rekristalisasi di bagian atas; di ruang pertumbuhan, laju aliran material struktur 0 menurun dengan cepat dalam 30 jam pertama hingga 16%, dan hanya menurun sebesar 3% pada waktu selanjutnya, sedangkan struktur 1 tetap relatif stabil sepanjang proses pertumbuhan. Oleh karena itu, PG membantu menstabilkan laju aliran material di ruang pertumbuhan. Gambar 4(d) membandingkan laju aliran material di bagian depan pertumbuhan kristal. Pada saat awal dan setelah 100 jam, transportasi material di zona pertumbuhan struktur 0 lebih kuat daripada di struktur 1, tetapi selalu ada area dengan laju aliran tinggi di tepi struktur 0, yang menyebabkan pertumbuhan berlebihan di tepi tersebut. Kehadiran PG di struktur 1 secara efektif menekan fenomena ini.
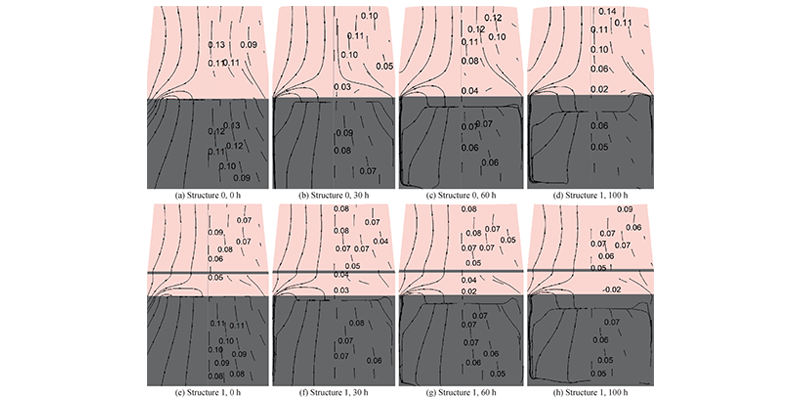
Gambar 3 Aliran material dalam wadah. Garis aliran (kiri) dan vektor kecepatan (kanan) transportasi material gas dalam struktur 0 dan 1 pada waktu yang berbeda, satuan vektor kecepatan: m/s
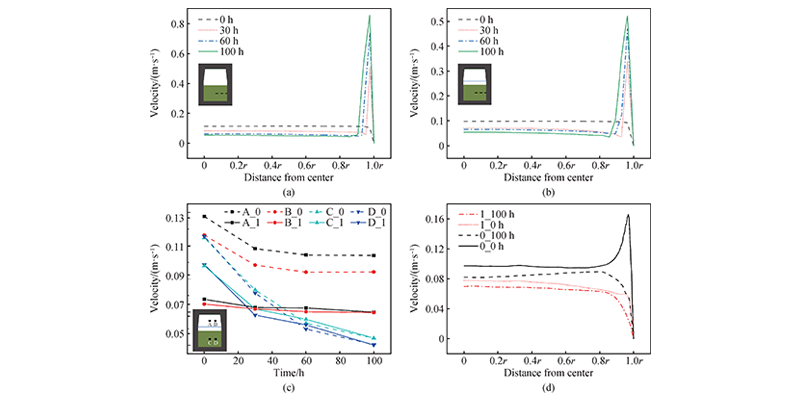
Gambar 4 Perubahan laju aliran material. (a) Perubahan distribusi laju aliran material di tengah bahan baku struktur 0 pada 0, 30, 60, dan 100 jam, r adalah jari-jari area bahan baku; (b) Perubahan distribusi laju aliran material di tengah bahan baku struktur 1 pada 0, 30, 60, dan 100 jam, r adalah jari-jari area bahan baku; (c) Perubahan laju aliran material di dalam ruang pertumbuhan (A, B) dan di dalam bahan baku (C, D) struktur 0 dan 1 seiring waktu; (d) Distribusi laju aliran material di dekat permukaan kristal benih struktur 0 dan 1 pada 0 dan 100 jam, r adalah jari-jari kristal benih
Rasio C/Si memengaruhi stabilitas kristal dan kepadatan cacat pertumbuhan kristal SiC. Gambar 5(a) membandingkan distribusi rasio C/Si dari kedua struktur pada saat awal. Rasio C/Si secara bertahap menurun dari bawah ke atas wadah, dan rasio C/Si struktur 1 selalu lebih tinggi daripada struktur 0 pada posisi yang berbeda. Gambar 5(b) dan 5(c) menunjukkan bahwa rasio C/Si secara bertahap meningkat seiring pertumbuhan, yang terkait dengan peningkatan suhu internal pada tahap pertumbuhan selanjutnya, peningkatan grafitisasi bahan baku, dan reaksi komponen Si dalam fase gas dengan wadah grafit. Pada Gambar 5(d), rasio C/Si struktur 0 dan struktur 1 cukup berbeda di bawah PG (0, 25 mm), tetapi sedikit berbeda di atas PG (50 mm), dan perbedaan tersebut secara bertahap meningkat seiring mendekati kristal. Secara umum, rasio C/Si struktur 1 lebih tinggi, yang membantu menstabilkan bentuk kristal dan mengurangi kemungkinan transisi fasa.
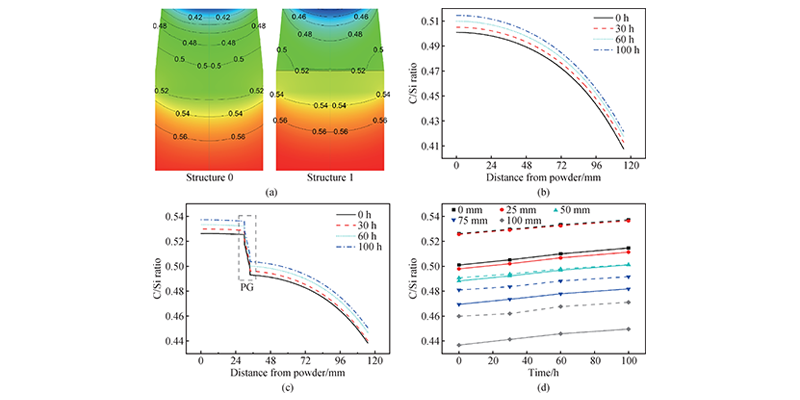
Gambar 5 Distribusi dan perubahan rasio C/Si. (a) Distribusi rasio C/Si dalam krusibel struktur 0 (kiri) dan struktur 1 (kanan) pada 0 jam; (b) Rasio C/Si pada jarak yang berbeda dari garis tengah krusibel struktur 0 pada waktu yang berbeda (0, 30, 60, 100 jam); (c) Rasio C/Si pada jarak yang berbeda dari garis tengah krusibel struktur 1 pada waktu yang berbeda (0, 30, 60, 100 jam); (d) Perbandingan rasio C/Si pada jarak yang berbeda (0, 25, 50, 75, 100 mm) dari garis tengah krusibel struktur 0 (garis penuh) dan struktur 1 (garis putus-putus) pada waktu yang berbeda (0, 30, 60, 100 jam).
Gambar 6 menunjukkan perubahan diameter partikel dan porositas daerah bahan baku dari kedua struktur. Gambar tersebut menunjukkan bahwa diameter bahan baku berkurang dan porositas meningkat di dekat dinding wadah, dan porositas tepi terus meningkat dan diameter partikel terus berkurang seiring dengan perkembangan pertumbuhan. Porositas tepi maksimum sekitar 0,99 pada 100 jam, dan diameter partikel minimum sekitar 300 μm. Diameter partikel meningkat dan porositas menurun pada permukaan atas bahan baku, yang sesuai dengan rekristalisasi. Ketebalan area rekristalisasi meningkat seiring dengan perkembangan pertumbuhan, dan ukuran partikel serta porositas terus berubah. Diameter partikel maksimum mencapai lebih dari 1500 μm, dan porositas minimum adalah 0,13. Selain itu, karena PG meningkatkan suhu area bahan baku dan supersaturasi gas kecil, ketebalan rekristalisasi bagian atas bahan baku struktur 1 kecil, yang meningkatkan tingkat pemanfaatan bahan baku.
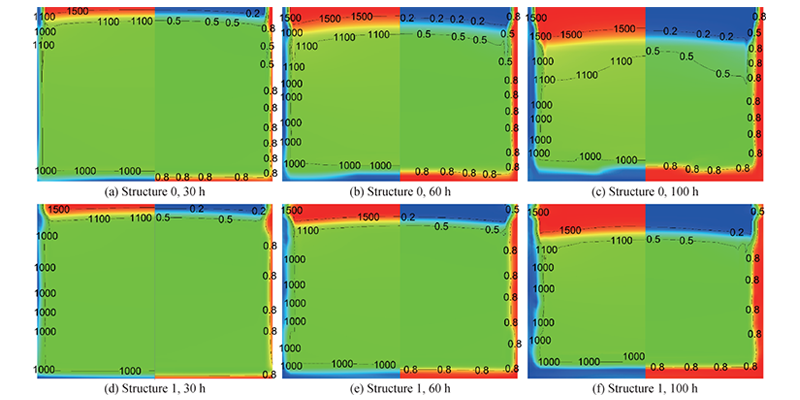 Gambar 6 Perubahan diameter partikel (kiri) dan porositas (kanan) area bahan baku struktur 0 dan struktur 1 pada waktu yang berbeda, satuan diameter partikel: μm
Gambar 6 Perubahan diameter partikel (kiri) dan porositas (kanan) area bahan baku struktur 0 dan struktur 1 pada waktu yang berbeda, satuan diameter partikel: μm
Gambar 7 menunjukkan bahwa struktur 0 melengkung di awal pertumbuhan, yang mungkin terkait dengan laju aliran material yang berlebihan yang disebabkan oleh grafitisasi tepi bahan baku. Tingkat kelengkungan melemah selama proses pertumbuhan selanjutnya, yang sesuai dengan perubahan laju aliran material di bagian depan pertumbuhan kristal struktur 0 pada Gambar 4 (d). Pada struktur 1, karena efek PG, antarmuka kristal tidak menunjukkan kelengkungan. Selain itu, PG juga membuat laju pertumbuhan struktur 1 jauh lebih rendah daripada struktur 0. Ketebalan pusat kristal struktur 1 setelah 100 jam hanya 68% dari struktur 0.
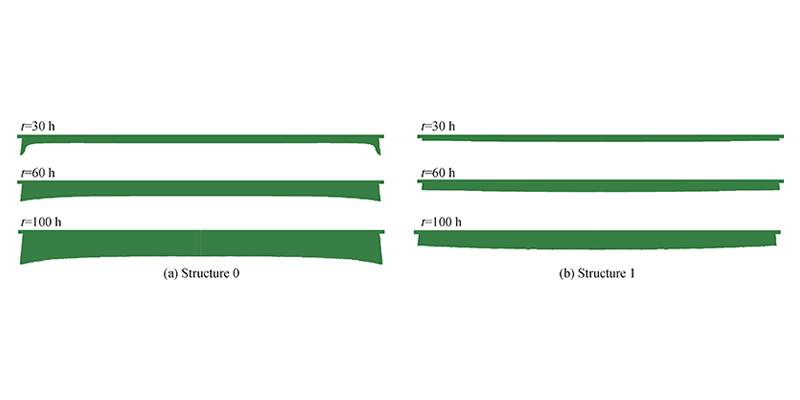
Gambar 7 Perubahan antarmuka kristal struktur 0 dan struktur 1 pada 30, 60, dan 100 jam
Pertumbuhan kristal dilakukan di bawah kondisi proses simulasi numerik. Kristal yang tumbuh dengan struktur 0 dan struktur 1 ditunjukkan pada Gambar 8(a) dan Gambar 8(b), masing-masing. Kristal struktur 0 menunjukkan antarmuka cekung, dengan gelombang di area tengah dan transisi fasa di tepi. Kekonveksian permukaan menunjukkan tingkat ketidakhomogenan tertentu dalam transportasi material fase gas, dan terjadinya transisi fasa sesuai dengan rasio C/Si yang rendah. Antarmuka kristal yang tumbuh dengan struktur 1 sedikit cembung, tidak ditemukan transisi fasa, dan ketebalannya 65% dari kristal tanpa PG. Secara umum, hasil pertumbuhan kristal sesuai dengan hasil simulasi, dengan perbedaan suhu radial yang lebih besar pada antarmuka kristal struktur 1, pertumbuhan cepat di tepi ditekan, dan laju aliran material secara keseluruhan lebih lambat. Tren keseluruhan konsisten dengan hasil simulasi numerik.
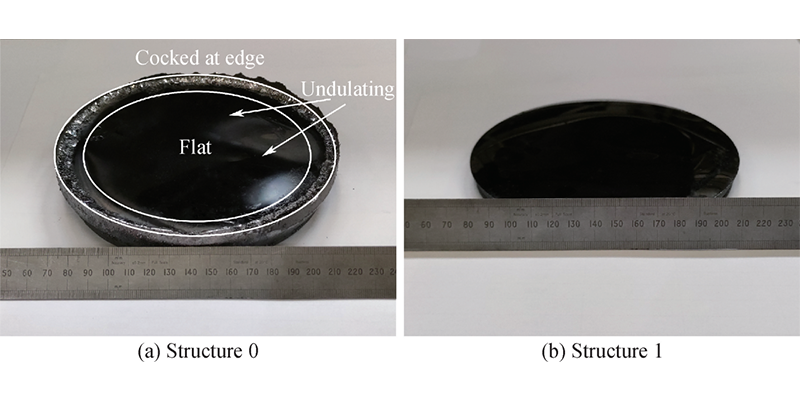
Gambar 8 Kristal SiC yang tumbuh di bawah struktur 0 dan struktur 1
Kesimpulan
PG bermanfaat untuk meningkatkan suhu keseluruhan area bahan baku dan meningkatkan keseragaman suhu aksial dan radial, sehingga mendorong sublimasi dan pemanfaatan bahan baku secara maksimal; perbedaan suhu atas dan bawah meningkat, dan gradien radial permukaan kristal benih meningkat, yang membantu mempertahankan pertumbuhan antarmuka cembung. Dari segi perpindahan massa, penambahan PG mengurangi laju perpindahan massa secara keseluruhan, laju aliran material dalam ruang pertumbuhan yang mengandung PG berubah lebih sedikit seiring waktu, dan seluruh proses pertumbuhan lebih stabil. Pada saat yang sama, PG juga secara efektif menghambat terjadinya perpindahan massa tepi yang berlebihan. Selain itu, PG juga meningkatkan rasio C/Si lingkungan pertumbuhan, terutama di tepi depan antarmuka kristal benih, yang membantu mengurangi terjadinya perubahan fasa selama proses pertumbuhan. Pada saat yang sama, efek isolasi termal PG mengurangi terjadinya rekristalisasi di bagian atas bahan baku sampai batas tertentu. Untuk pertumbuhan kristal, PG memperlambat laju pertumbuhan kristal, tetapi antarmuka pertumbuhan menjadi lebih cembung. Oleh karena itu, PG merupakan cara efektif untuk meningkatkan lingkungan pertumbuhan kristal SiC dan mengoptimalkan kualitas kristal.
Waktu posting: 18 Juni 2024