Temel süreçSiCKristal büyümesi, yüksek sıcaklıkta ham maddelerin süblimleşmesi ve ayrışması, sıcaklık gradyanının etkisi altında gaz fazındaki maddelerin taşınması ve tohum kristalinde gaz fazındaki maddelerin yeniden kristalleşme büyümesi olmak üzere üç aşamaya ayrılır. Buna dayanarak, potanın içi üç bölüme ayrılır: ham madde alanı, büyüme odası ve tohum kristali. Gerçek direnç değerlerine dayanarak sayısal bir simülasyon modeli oluşturulmuştur.SiCTek kristal büyütme ekipmanı (Şekil 1'e bakınız). Hesaplamada: alt kısımpotaYan ısıtıcının altından 90 mm uzaklıkta, potanın üst sıcaklığı 2100 ℃, ham madde parçacık çapı 1000 μm, gözeneklilik 0,6, büyüme basıncı 300 Pa ve büyüme süresi 100 saattir. PG kalınlığı 5 mm, çapı potanın iç çapına eşittir ve ham maddenin 30 mm üzerinde yer almaktadır. Hesaplamada ham madde bölgesinin süblimasyon, karbonizasyon ve yeniden kristalleşme süreçleri dikkate alınmış olup, PG ile gaz fazındaki maddeler arasındaki reaksiyon dikkate alınmamıştır. Hesaplamayla ilgili fiziksel özellik parametreleri Tablo 1'de gösterilmiştir.
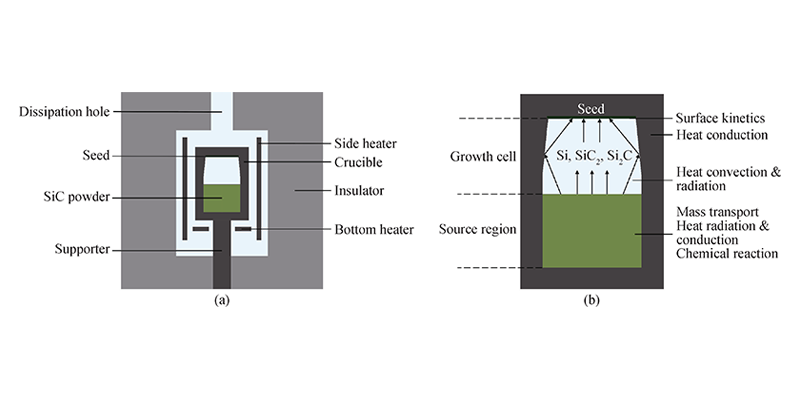
Şekil 1 Simülasyon hesaplama modeli. (a) Kristal büyüme simülasyonu için termal alan modeli; (b) Pota iç alanının bölünmesi ve ilgili fiziksel problemler
Tablo 1 Hesaplamada kullanılan bazı fiziksel parametreler
Şekil 2(a), PG içeren yapının (yapı 1 olarak adlandırılır) sıcaklığının, PG'nin altında PG içermeyen yapıdan (yapı 0 olarak adlandırılır) daha yüksek, PG'nin üstünde ise yapı 0'dan daha düşük olduğunu göstermektedir. Genel sıcaklık gradyanı artar ve PG ısı yalıtım maddesi görevi görür. Şekil 2(b) ve 2(c)'ye göre, ham madde bölgesindeki yapı 1'in eksenel ve radyal sıcaklık gradyanları daha küçüktür, sıcaklık dağılımı daha homojendir ve malzemenin süblimasyonu daha eksiksizdir. Ham madde bölgesinin aksine, Şekil 2(c), yapı 1'in tohum kristalindeki radyal sıcaklık gradyanının daha büyük olduğunu göstermektedir; bu durum, farklı ısı transfer modlarının farklı oranlarından kaynaklanabilir ve kristalin dışbükey bir arayüzle büyümesine yardımcı olur. Şekil 2(d)'de, potadaki farklı pozisyonlardaki sıcaklığın büyüme ilerledikçe artış eğilimi gösterdiği, ancak yapı 0 ile yapı 1 arasındaki sıcaklık farkının ham madde bölgesinde kademeli olarak azaldığı ve büyüme odasında kademeli olarak arttığı görülmektedir.
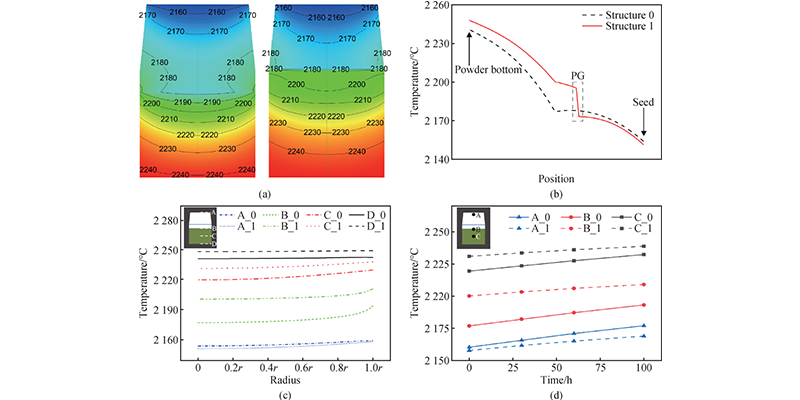 Şekil 2. Pota içindeki sıcaklık dağılımı ve değişimleri. (a) 0 saatte, yapı 0 (solda) ve yapı 1'in (sağda) pota içindeki sıcaklık dağılımı, birim: ℃; (b) 0 saatte, yapı 0 ve yapı 1'in potasının merkez hattı üzerindeki, ham maddenin altından tohum kristaline kadar olan sıcaklık dağılımı; (c) 0 saatte, potanın merkezinden kenarına doğru, tohum kristali yüzeyinde (A), ham madde yüzeyinde (B), ortasında (C) ve altında (D) sıcaklık dağılımı, yatay eksen r, A için tohum kristali yarıçapı ve B~D için ham madde alanı yarıçapıdır; (d) 0, 30, 60 ve 100 saatte, yapı 0 ve yapı 1'in büyüme odasının üst kısmının merkezinde (A), ham madde yüzeyinde (B) ve ortasında (C) sıcaklık değişimleri.
Şekil 2. Pota içindeki sıcaklık dağılımı ve değişimleri. (a) 0 saatte, yapı 0 (solda) ve yapı 1'in (sağda) pota içindeki sıcaklık dağılımı, birim: ℃; (b) 0 saatte, yapı 0 ve yapı 1'in potasının merkez hattı üzerindeki, ham maddenin altından tohum kristaline kadar olan sıcaklık dağılımı; (c) 0 saatte, potanın merkezinden kenarına doğru, tohum kristali yüzeyinde (A), ham madde yüzeyinde (B), ortasında (C) ve altında (D) sıcaklık dağılımı, yatay eksen r, A için tohum kristali yarıçapı ve B~D için ham madde alanı yarıçapıdır; (d) 0, 30, 60 ve 100 saatte, yapı 0 ve yapı 1'in büyüme odasının üst kısmının merkezinde (A), ham madde yüzeyinde (B) ve ortasında (C) sıcaklık değişimleri.
Şekil 3, yapı 0 ve yapı 1'in potasında farklı zamanlardaki malzeme taşınımını göstermektedir. Ham madde alanındaki ve büyüme odasındaki gaz fazı malzeme akış hızı, konumun artmasıyla artar ve büyüme ilerledikçe malzeme taşınımı zayıflar. Şekil 3 ayrıca, simülasyon koşulları altında, ham maddenin önce potanın yan duvarında, ardından potanın dibinde grafitlendiğini göstermektedir. Ek olarak, ham maddenin yüzeyinde yeniden kristalleşme meydana gelir ve büyüme ilerledikçe kademeli olarak kalınlaşır. Şekil 4(a) ve 4(b), ham maddenin içindeki malzeme akış hızının büyüme ilerledikçe azaldığını ve 100 saatteki malzeme akış hızının başlangıç anındakinin yaklaşık %50'si olduğunu göstermektedir; ancak, ham maddenin grafitlenmesi nedeniyle kenarda akış hızı nispeten yüksektir ve kenardaki akış hızı, 100 saatte orta alandaki akış hızının 10 katından fazladır; Ek olarak, PG'nin yapı 1'deki etkisi, yapı 1'in ham madde alanındaki malzeme akış hızını yapı 0'ınkinden daha düşük hale getirir. Şekil 4(c)'de, hem ham madde alanında hem de büyüme odasında malzeme akışı, büyüme ilerledikçe kademeli olarak zayıflar ve ham madde alanındaki malzeme akışı azalmaya devam eder; bu durum, potanın kenarındaki hava akış kanalının açılması ve üst kısımdaki yeniden kristalleşmenin engellenmesinden kaynaklanır; büyüme odasında, yapı 0'ın malzeme akış hızı ilk 30 saatte hızla %16'ya düşer ve sonraki zamanlarda sadece %3 azalırken, yapı 1 büyüme süreci boyunca nispeten sabit kalır. Bu nedenle, PG, büyüme odasındaki malzeme akış hızının stabilize edilmesine yardımcı olur. Şekil 4(d), kristal büyüme cephesindeki malzeme akış hızını karşılaştırır. Başlangıç anında ve 100 saat sonra, yapı 0'ın büyüme bölgesindeki malzeme taşınımı yapı 1'dekinden daha güçlüdür, ancak yapı 0'ın kenarında her zaman yüksek akış hızına sahip bir alan bulunur ve bu da kenarda aşırı büyümeye yol açar. Yapı 1'de PG'nin bulunması bu fenomeni etkili bir şekilde bastırır.
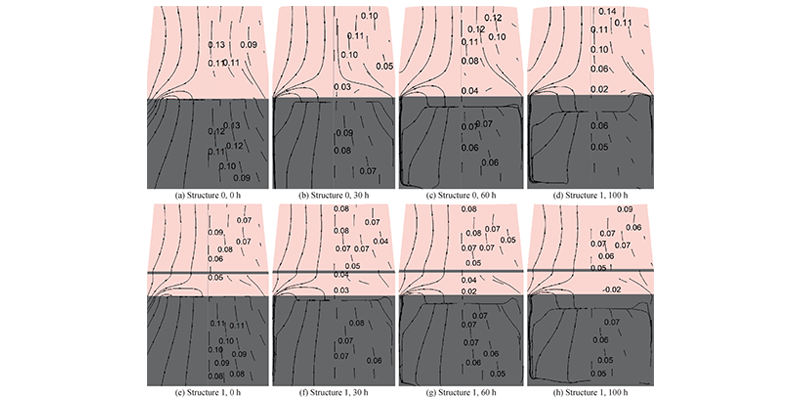
Şekil 3. Potadaki malzeme akışı. Farklı zamanlarda 0 ve 1 numaralı yapılarda gaz halindeki malzemenin taşınmasının akış çizgileri (sol) ve hız vektörleri (sağ), hız vektörü birimi: m/s
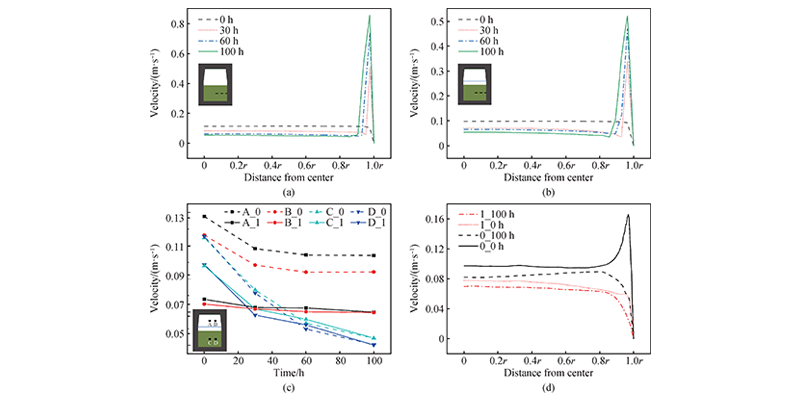
Şekil 4 Malzeme akış hızındaki değişiklikler. (a) 0, 30, 60 ve 100 saatte 0 numaralı yapının ham maddesinin ortasındaki malzeme akış hızı dağılımındaki değişiklikler, r ham madde alanının yarıçapıdır; (b) 0, 30, 60 ve 100 saatte 1 numaralı yapının ham maddesinin ortasındaki malzeme akış hızı dağılımındaki değişiklikler, r ham madde alanının yarıçapıdır; (c) 0 ve 1 numaralı yapıların büyüme odası (A, B) ve ham maddesi (C, D) içindeki malzeme akış hızındaki zamana bağlı değişiklikler; (d) 0 ve 100 saatte 0 ve 1 numaralı yapıların tohum kristali yüzeyine yakın malzeme akış hızı dağılımı, r tohum kristalinin yarıçapıdır
C/Si oranı, SiC kristal büyümesinin kristal kararlılığını ve kusur yoğunluğunu etkiler. Şekil 5(a), iki yapının başlangıç anındaki C/Si oranı dağılımını karşılaştırmaktadır. C/Si oranı, potanın altından üstüne doğru kademeli olarak azalır ve yapı 1'in C/Si oranı, farklı konumlarda yapı 0'ınkinden her zaman daha yüksektir. Şekil 5(b) ve 5(c), C/Si oranının büyüme ile birlikte kademeli olarak arttığını göstermektedir; bu durum, büyümenin sonraki aşamasında iç sıcaklığın artması, ham maddenin grafitizasyonunun artması ve gaz fazındaki Si bileşenlerinin grafit pota ile reaksiyonu ile ilgilidir. Şekil 5(d)'de, yapı 0 ve yapı 1'in C/Si oranları, PG'nin (0, 25 mm) altında oldukça farklıdır, ancak PG'nin (50 mm) üstünde biraz farklıdır ve fark kristale yaklaştıkça kademeli olarak artar. Genel olarak, yapı 1'in C/Si oranı daha yüksektir; bu da kristal formunun kararlılığını artırmaya ve faz geçişi olasılığını azaltmaya yardımcı olur.
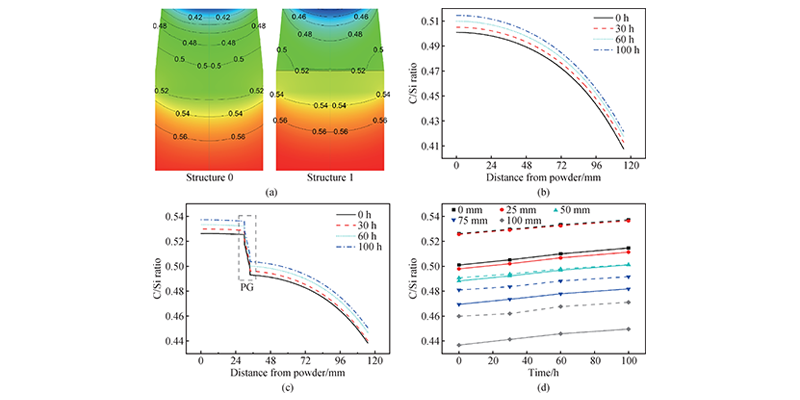
Şekil 5. C/Si oranının dağılımı ve değişimleri. (a) 0 saatte yapı 0 (solda) ve yapı 1 (sağda) potalarındaki C/Si oranı dağılımı; (b) Farklı zamanlarda (0, 30, 60, 100 saat) yapı 0 potasının merkez çizgisinden farklı mesafelerdeki C/Si oranı; (c) Farklı zamanlarda (0, 30, 60, 100 saat) yapı 1 potasının merkez çizgisinden farklı mesafelerdeki C/Si oranı; (d) Farklı zamanlarda (0, 30, 60, 100 saat) yapı 0 (düz çizgi) ve yapı 1 (kesikli çizgi) potalarının merkez çizgisinden farklı mesafelerdeki (0, 25, 50, 75, 100 mm) C/Si oranının karşılaştırılması.
Şekil 6, iki yapının ham madde bölgelerindeki parçacık çapı ve gözeneklilikteki değişimleri göstermektedir. Şekil, pota duvarına yakın bölgelerde ham madde çapının azaldığını ve gözenekliliğin arttığını, büyüme ilerledikçe kenar gözenekliliğinin artmaya ve parçacık çapının azalmaya devam ettiğini göstermektedir. Maksimum kenar gözenekliliği 100 saatte yaklaşık 0,99, minimum parçacık çapı ise yaklaşık 300 μm'dir. Ham maddenin üst yüzeyinde parçacık çapı artar ve gözeneklilik azalır, bu da yeniden kristalleşmeye karşılık gelir. Büyüme ilerledikçe yeniden kristalleşme alanının kalınlığı artar ve parçacık boyutu ve gözeneklilik değişmeye devam eder. Maksimum parçacık çapı 1500 μm'nin üzerine çıkar ve minimum gözeneklilik 0,13'tür. Ayrıca, PG ham madde bölgesinin sıcaklığını artırdığı ve gaz aşırı doygunluğu düşük olduğu için, yapı 1'in ham maddesinin üst kısmındaki yeniden kristalleşme kalınlığı küçüktür, bu da ham madde kullanım oranını iyileştirir.
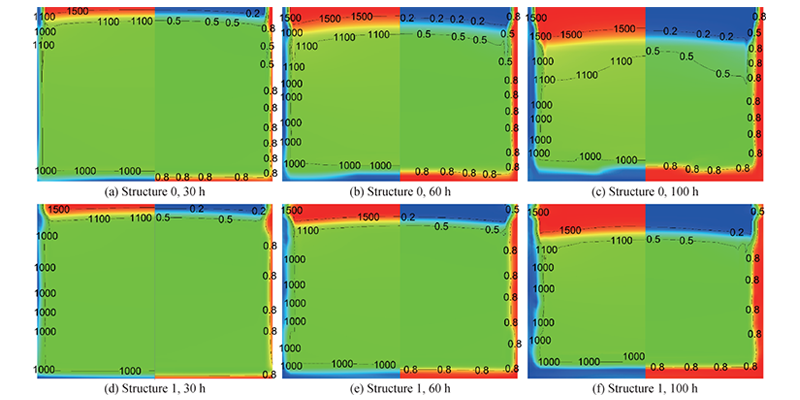 Şekil 6. Yapı 0 ve yapı 1'in ham madde alanının farklı zamanlardaki parçacık çapı (sol) ve gözenekliliğindeki (sağ) değişimler, parçacık çapı birimi: μm
Şekil 6. Yapı 0 ve yapı 1'in ham madde alanının farklı zamanlardaki parçacık çapı (sol) ve gözenekliliğindeki (sağ) değişimler, parçacık çapı birimi: μm
Şekil 7, yapı 0'ın büyümenin başlangıcında büküldüğünü göstermektedir; bu durum, ham madde kenarının grafitlenmesinden kaynaklanan aşırı malzeme akış hızıyla ilişkili olabilir. Bükülme derecesi, sonraki büyüme sürecinde zayıflar; bu da Şekil 4 (d)'deki yapı 0'ın kristal büyümesinin önündeki malzeme akış hızındaki değişime karşılık gelir. Yapı 1'de, PG'nin etkisi nedeniyle kristal arayüzünde bükülme görülmez. Ayrıca, PG, yapı 1'in büyüme hızını yapı 0'ınkinden önemli ölçüde daha düşük hale getirir. 100 saat sonra yapı 1'in kristalinin merkez kalınlığı, yapı 0'ınkinin sadece %68'idir.
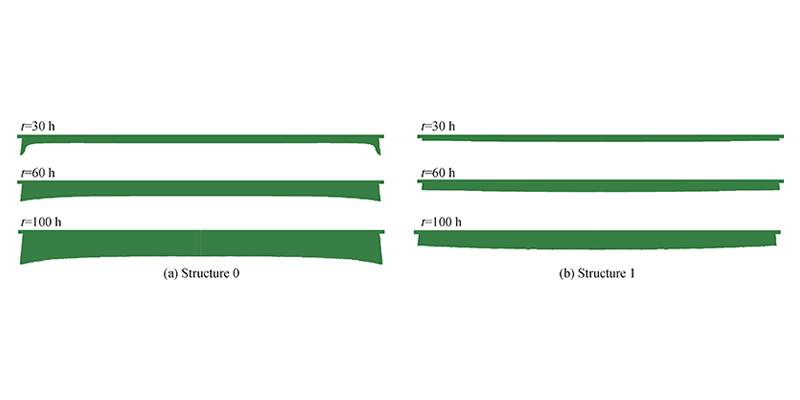
Şekil 7. Yapı 0 ve yapı 1 kristallerinin 30, 60 ve 100 saatteki arayüz değişiklikleri.
Kristal büyümesi, sayısal simülasyonun işlem koşulları altında gerçekleştirildi. Yapı 0 ve yapı 1 ile büyütülen kristaller sırasıyla Şekil 8(a) ve Şekil 8(b)'de gösterilmiştir. Yapı 0'ın kristali, merkez bölgesinde dalgalanmalar ve kenarda bir faz geçişi ile içbükey bir arayüz göstermektedir. Yüzey dışbükeyliği, gaz fazındaki malzemelerin taşınmasında belirli bir derecede homojen olmamayı temsil eder ve faz geçişinin oluşumu düşük C/Si oranına karşılık gelir. Yapı 1 ile büyütülen kristalin arayüzü hafif dışbükeydir, faz geçişi bulunmaz ve kalınlığı PG içermeyen kristalin %65'idir. Genel olarak, kristal büyüme sonuçları simülasyon sonuçlarına karşılık gelir; yapı 1'in kristal arayüzünde daha büyük bir radyal sıcaklık farkı vardır, kenardaki hızlı büyüme bastırılmıştır ve genel malzeme akış hızı daha yavaştır. Genel eğilim, sayısal simülasyon sonuçlarıyla tutarlıdır.
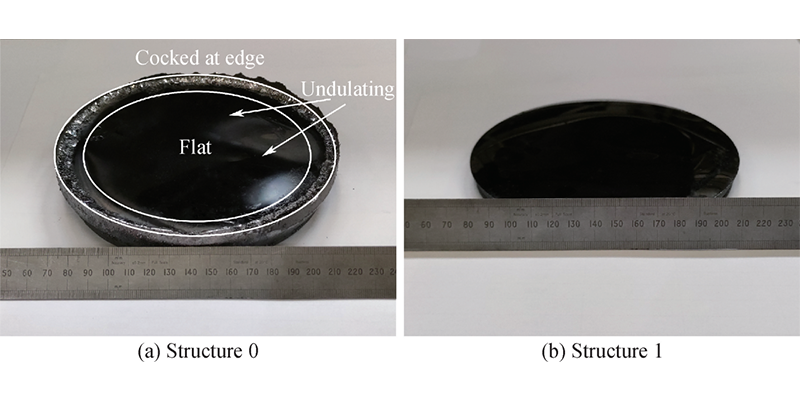
Şekil 8. Yapı 0 ve yapı 1 altında yetiştirilen SiC kristalleri.
Çözüm
PG, ham madde alanının genel sıcaklığının ve eksenel ve radyal sıcaklık homojenliğinin iyileştirilmesine katkıda bulunarak ham maddenin tam süblimasyonunu ve kullanımını teşvik eder; üst ve alt sıcaklık farkı artar ve tohum kristal yüzeyinin radyal gradyanı artar, bu da dışbükey arayüz büyümesinin korunmasına yardımcı olur. Kütle transferi açısından, PG'nin eklenmesi genel kütle transfer hızını azaltır, PG içeren büyüme odasındaki malzeme akış hızı zamanla daha az değişir ve tüm büyüme süreci daha kararlıdır. Aynı zamanda, PG aşırı kenar kütle transferinin oluşumunu da etkili bir şekilde engeller. Ek olarak, PG ayrıca büyüme ortamının C/Si oranını, özellikle tohum kristal arayüzünün ön kenarında artırır, bu da büyüme sürecinde faz değişiminin oluşumunu azaltmaya yardımcı olur. Aynı zamanda, PG'nin ısı yalıtım etkisi, ham maddenin üst kısmında yeniden kristalleşmenin oluşumunu belirli bir ölçüde azaltır. Kristal büyümesi için, PG kristal büyüme hızını yavaşlatır, ancak büyüme arayüzü daha dışbükeydir. Bu nedenle, PG, SiC kristallerinin büyüme ortamını iyileştirmek ve kristal kalitesini optimize etmek için etkili bir yöntemdir.
Yayın tarihi: 18 Haz-2024