बुनियादी प्रक्रियासिकक्रिस्टल वृद्धि को उच्च तापमान पर कच्चे माल के ऊर्ध्वपातन और अपघटन, तापमान प्रवणता की क्रिया के तहत गैसीय अवस्था पदार्थों के परिवहन और बीज क्रिस्टल पर गैसीय अवस्था पदार्थों के पुनर्क्रिस्टलीकरण वृद्धि में विभाजित किया गया है। इसके आधार पर, क्रूसिबल के आंतरिक भाग को तीन भागों में विभाजित किया गया है: कच्चा माल क्षेत्र, वृद्धि कक्ष और बीज क्रिस्टल। वास्तविक प्रतिरोधकता के आधार पर एक संख्यात्मक अनुकरण मॉडल तैयार किया गया था।सिकएकल क्रिस्टल वृद्धि उपकरण (चित्र 1 देखें)। गणना में: नीचे का भागक्रूसिबलसाइड हीटर के तल से 90 मिमी की दूरी पर स्थित, क्रूसिबल का शीर्ष तापमान 2100 ℃ है, कच्चे माल के कणों का व्यास 1000 μm है, सरंध्रता 0.6 है, वृद्धि दाब 300 Pa है और वृद्धि का समय 100 घंटे है। पीजी की मोटाई 5 मिमी है, इसका व्यास क्रूसिबल के आंतरिक व्यास के बराबर है और यह कच्चे माल से 30 मिमी ऊपर स्थित है। कच्चे माल क्षेत्र की ऊर्ध्वपातन, कार्बनीकरण और पुनर्क्रिस्टलीकरण प्रक्रियाओं को गणना में शामिल किया गया है, और पीजी और गैसीय अवस्था पदार्थों के बीच की प्रतिक्रिया को ध्यान में नहीं रखा गया है। गणना से संबंधित भौतिक गुणधर्म पैरामीटर तालिका 1 में दर्शाए गए हैं।
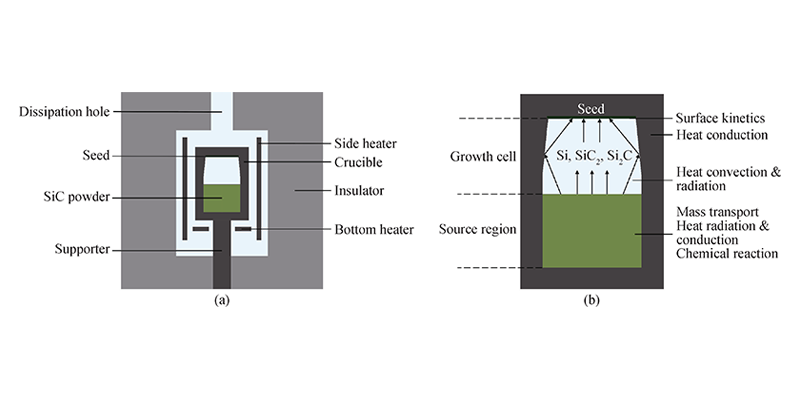
चित्र 1 सिमुलेशन गणना मॉडल। (a) क्रिस्टल वृद्धि सिमुलेशन के लिए थर्मल क्षेत्र मॉडल; (b) क्रूसिबल के आंतरिक क्षेत्र का विभाजन और संबंधित भौतिक समस्याएं
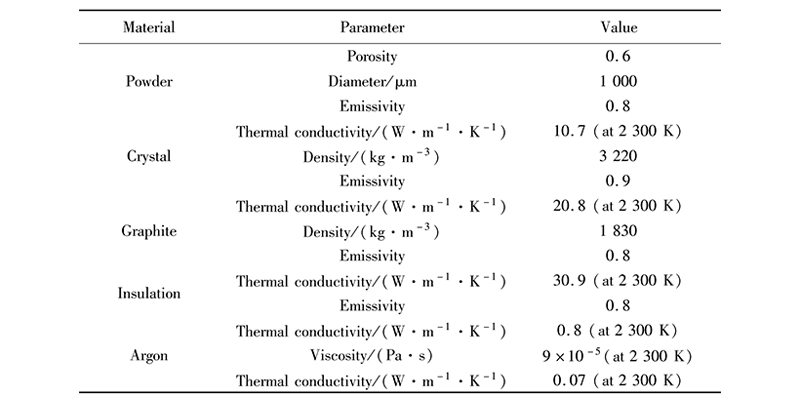
तालिका 1 गणना में प्रयुक्त कुछ भौतिक मापदंड
चित्र 2(a) दर्शाता है कि पीजी युक्त संरचना (जिसे संरचना 1 से दर्शाया गया है) का तापमान पीजी रहित संरचना (जिसे संरचना 0 से दर्शाया गया है) की तुलना में पीजी के नीचे अधिक है, और पीजी के ऊपर संरचना 0 की तुलना में कम है। कुल तापमान प्रवणता बढ़ जाती है, और पीजी एक ऊष्मा-अवरोधक के रूप में कार्य करता है। चित्र 2(b) और 2(c) के अनुसार, कच्चे माल क्षेत्र में संरचना 1 की अक्षीय और रेडियल तापमान प्रवणता कम है, तापमान वितरण अधिक एकसमान है, और पदार्थ का ऊर्ध्वपातन अधिक पूर्ण है। कच्चे माल क्षेत्र के विपरीत, चित्र 2(c) दर्शाता है कि संरचना 1 के बीज क्रिस्टल पर रेडियल तापमान प्रवणता अधिक है, जो विभिन्न ऊष्मा स्थानांतरण विधियों के अलग-अलग अनुपातों के कारण हो सकता है, जिससे क्रिस्टल उत्तल सतह के साथ विकसित होता है। चित्र 2(डी) में, क्रूसिबल में विभिन्न स्थानों पर तापमान वृद्धि की प्रगति के साथ बढ़ता हुआ रुझान दिखाता है, लेकिन संरचना 0 और संरचना 1 के बीच तापमान का अंतर कच्चे माल क्षेत्र में धीरे-धीरे कम होता जाता है और विकास कक्ष में धीरे-धीरे बढ़ता जाता है।
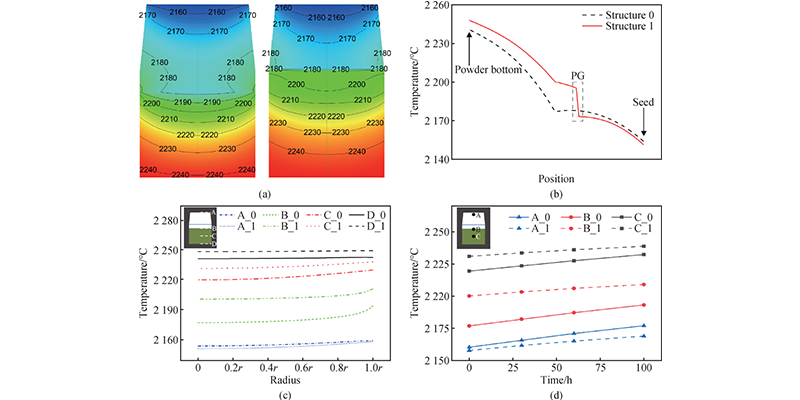 चित्र 2 क्रूसिबल में तापमान वितरण और परिवर्तन। (a) संरचना 0 (बाएं) और संरचना 1 (दाएं) के क्रूसिबल के अंदर 0 घंटे पर तापमान वितरण, इकाई: ℃; (b) संरचना 0 और संरचना 1 के क्रूसिबल की मध्य रेखा पर कच्चे माल के तल से बीज क्रिस्टल तक 0 घंटे पर तापमान वितरण; (c) बीज क्रिस्टल की सतह (A), कच्चे माल की सतह (B), मध्य (C) और तल (D) पर क्रूसिबल के केंद्र से किनारे तक 0 घंटे पर तापमान वितरण, क्षैतिज अक्ष r, A के लिए बीज क्रिस्टल की त्रिज्या और B~D के लिए कच्चे माल के क्षेत्रफल की त्रिज्या है; (d) संरचना 0 और संरचना 1 के वृद्धि कक्ष के ऊपरी भाग (A), कच्चे माल की सतह (B) और मध्य (C) के केंद्र में 0, 30, 60 और 100 घंटे पर तापमान परिवर्तन।
चित्र 2 क्रूसिबल में तापमान वितरण और परिवर्तन। (a) संरचना 0 (बाएं) और संरचना 1 (दाएं) के क्रूसिबल के अंदर 0 घंटे पर तापमान वितरण, इकाई: ℃; (b) संरचना 0 और संरचना 1 के क्रूसिबल की मध्य रेखा पर कच्चे माल के तल से बीज क्रिस्टल तक 0 घंटे पर तापमान वितरण; (c) बीज क्रिस्टल की सतह (A), कच्चे माल की सतह (B), मध्य (C) और तल (D) पर क्रूसिबल के केंद्र से किनारे तक 0 घंटे पर तापमान वितरण, क्षैतिज अक्ष r, A के लिए बीज क्रिस्टल की त्रिज्या और B~D के लिए कच्चे माल के क्षेत्रफल की त्रिज्या है; (d) संरचना 0 और संरचना 1 के वृद्धि कक्ष के ऊपरी भाग (A), कच्चे माल की सतह (B) और मध्य (C) के केंद्र में 0, 30, 60 और 100 घंटे पर तापमान परिवर्तन।
चित्र 3 संरचना 0 और संरचना 1 के क्रूसिबल में विभिन्न समयों पर पदार्थ परिवहन को दर्शाता है। कच्चे माल के क्षेत्र और वृद्धि कक्ष में गैसीय पदार्थ प्रवाह दर स्थिति में वृद्धि के साथ बढ़ती है, और वृद्धि की प्रगति के साथ पदार्थ परिवहन कमजोर होता जाता है। चित्र 3 यह भी दर्शाता है कि अनुकरण स्थितियों के तहत, कच्चा माल पहले क्रूसिबल की पार्श्व दीवार पर और फिर क्रूसिबल के तल पर ग्रेफाइटीकृत होता है। इसके अलावा, कच्चे माल की सतह पर पुन: क्रिस्टलीकरण होता है और वृद्धि की प्रगति के साथ यह धीरे-धीरे मोटा होता जाता है। चित्र 4(a) और 4(b) दर्शाते हैं कि कच्चे माल के अंदर पदार्थ प्रवाह दर वृद्धि की प्रगति के साथ घटती है, और 100 घंटे पर पदार्थ प्रवाह दर प्रारंभिक क्षण की लगभग 50% होती है; हालांकि, कच्चे माल के ग्रेफाइटीकरण के कारण किनारे पर प्रवाह दर अपेक्षाकृत अधिक होती है, और 100 घंटे पर किनारे पर प्रवाह दर मध्य क्षेत्र में प्रवाह दर से 10 गुना से अधिक होती है; इसके अतिरिक्त, संरचना 1 में पीजी के प्रभाव के कारण संरचना 1 के कच्चे माल क्षेत्र में पदार्थ प्रवाह दर संरचना 0 की तुलना में कम हो जाती है। चित्र 4(c) में, वृद्धि की प्रक्रिया आगे बढ़ने के साथ-साथ कच्चे माल क्षेत्र और वृद्धि कक्ष दोनों में पदार्थ प्रवाह धीरे-धीरे कमजोर होता जाता है, और कच्चे माल क्षेत्र में पदार्थ प्रवाह लगातार घटता जाता है, जिसका कारण क्रूसिबल के किनारे पर वायु प्रवाह चैनल का खुलना और शीर्ष पर पुन: क्रिस्टलीकरण में अवरोध है; वृद्धि कक्ष में, संरचना 0 की पदार्थ प्रवाह दर प्रारंभिक 30 घंटों में तेजी से घटकर 16% हो जाती है, और बाद के समय में केवल 3% घटती है, जबकि संरचना 1 वृद्धि प्रक्रिया के दौरान अपेक्षाकृत स्थिर रहती है। इसलिए, पीजी वृद्धि कक्ष में पदार्थ प्रवाह दर को स्थिर करने में सहायक होता है। चित्र 4(d) क्रिस्टल वृद्धि के अग्रभाग पर पदार्थ प्रवाह दर की तुलना करता है। आरंभिक क्षण और 100 घंटे पर, संरचना 0 के वृद्धि क्षेत्र में पदार्थ का परिवहन संरचना 1 की तुलना में अधिक प्रबल होता है, लेकिन संरचना 0 के किनारे पर हमेशा उच्च प्रवाह दर वाला क्षेत्र मौजूद रहता है, जिसके कारण किनारे पर अत्यधिक वृद्धि होती है। संरचना 1 में पीजी की उपस्थिति इस घटना को प्रभावी ढंग से दबा देती है।
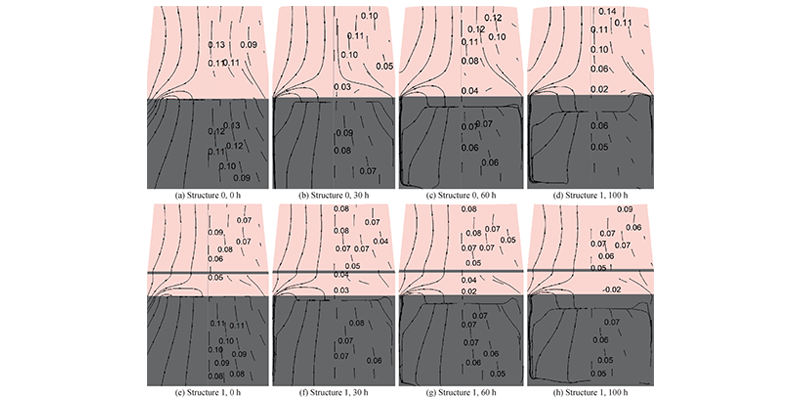
चित्र 3 क्रूसिबल में पदार्थ का प्रवाह। विभिन्न समयों पर संरचना 0 और 1 में गैस पदार्थ परिवहन की स्ट्रीमलाइन (बाएं) और वेग सदिश (दाएं), वेग सदिश इकाई: मीटर/सेकंड
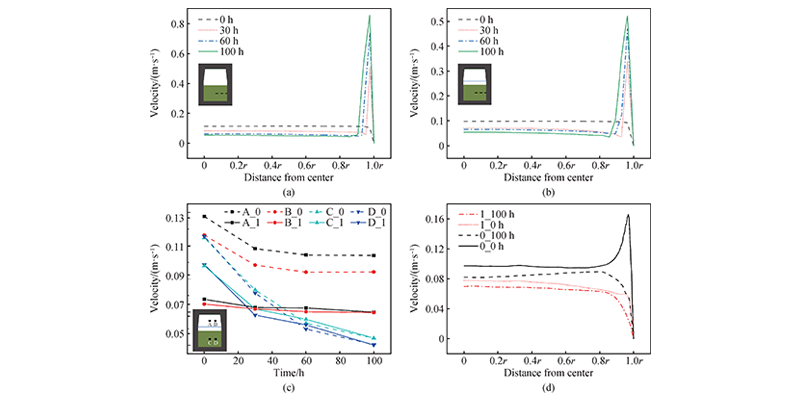
चित्र 4 पदार्थ प्रवाह दर में परिवर्तन। (a) संरचना 0 के कच्चे माल के मध्य में 0, 30, 60 और 100 घंटे पर पदार्थ प्रवाह दर वितरण में परिवर्तन, r कच्चे माल क्षेत्र की त्रिज्या है; (b) संरचना 1 के कच्चे माल के मध्य में 0, 30, 60 और 100 घंटे पर पदार्थ प्रवाह दर वितरण में परिवर्तन, r कच्चे माल क्षेत्र की त्रिज्या है; (c) समय के साथ संरचना 0 और 1 के वृद्धि कक्ष (A, B) और कच्चे माल (C, D) के भीतर पदार्थ प्रवाह दर में परिवर्तन; (d) संरचना 0 और 1 के बीज क्रिस्टल सतह के पास 0 और 100 घंटे पर पदार्थ प्रवाह दर वितरण, r बीज क्रिस्टल की त्रिज्या है।
C/Si अनुपात SiC क्रिस्टल वृद्धि की क्रिस्टलीय स्थिरता और दोष घनत्व को प्रभावित करता है। चित्र 5(a) प्रारंभिक अवस्था में दो संरचनाओं के C/Si अनुपात वितरण की तुलना करता है। क्रूसिबल के तल से शीर्ष की ओर C/Si अनुपात धीरे-धीरे घटता है, और विभिन्न स्थानों पर संरचना 1 का C/Si अनुपात संरचना 0 की तुलना में हमेशा अधिक होता है। चित्र 5(b) और 5(c) दर्शाते हैं कि वृद्धि के साथ C/Si अनुपात धीरे-धीरे बढ़ता है, जो वृद्धि के बाद के चरण में आंतरिक तापमान में वृद्धि, कच्चे माल के ग्राफ़िटाइजेशन में वृद्धि और गैसीय अवस्था में Si घटकों की ग्रेफाइट क्रूसिबल के साथ प्रतिक्रिया से संबंधित है। चित्र 5(d) में, PG (0, 25 mm) के नीचे संरचना 0 और संरचना 1 के C/Si अनुपात काफी भिन्न हैं, लेकिन PG (50 mm) के ऊपर थोड़ा भिन्न हैं, और क्रिस्टल के निकट आने पर यह अंतर धीरे-धीरे बढ़ता जाता है। सामान्यतः, संरचना 1 का C/Si अनुपात अधिक होता है, जो क्रिस्टल रूप को स्थिर करने और चरण संक्रमण की संभावना को कम करने में सहायक होता है।
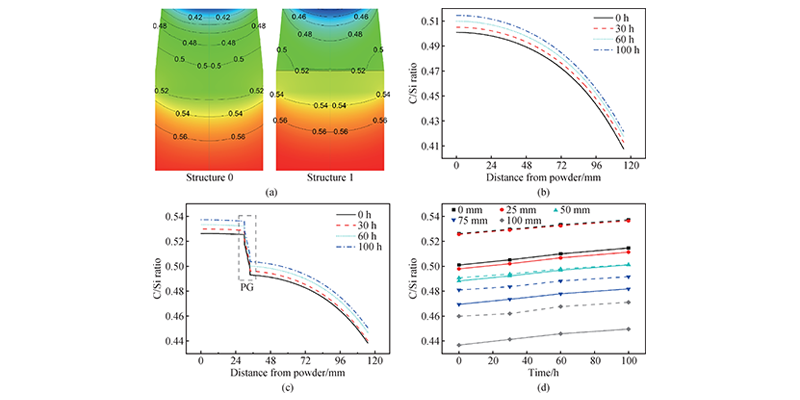
चित्र 5 कार्बन/सिलिकॉन अनुपात का वितरण और परिवर्तन। (क) संरचना 0 (बाएं) और संरचना 1 (दाएं) के क्रूसिबल में 0 घंटे पर कार्बन/सिलिकॉन अनुपात का वितरण; (ख) संरचना 0 के क्रूसिबल की केंद्र रेखा से विभिन्न दूरियों पर विभिन्न समयों (0, 30, 60, 100 घंटे) पर कार्बन/सिलिकॉन अनुपात; (ग) संरचना 1 के क्रूसिबल की केंद्र रेखा से विभिन्न दूरियों पर विभिन्न समयों (0, 30, 60, 100 घंटे) पर कार्बन/सिलिकॉन अनुपात; (घ) संरचना 0 (ठोस रेखा) और संरचना 1 (डैश वाली रेखा) के क्रूसिबल की केंद्र रेखा से विभिन्न दूरियों (0, 25, 50, 75, 100 मिमी) पर विभिन्न समयों (0, 30, 60, 100 घंटे) पर कार्बन/सिलिकॉन अनुपात की तुलना।
चित्र 6 दोनों संरचनाओं के कच्चे माल क्षेत्रों में कण व्यास और सरंध्रता में परिवर्तन दर्शाता है। चित्र से पता चलता है कि क्रूसिबल की दीवार के पास कच्चे माल का व्यास घटता है और सरंध्रता बढ़ती है, जबकि वृद्धि के साथ-साथ किनारे की सरंध्रता लगातार बढ़ती है और कण का व्यास घटता जाता है। 100 घंटे पर अधिकतम किनारे की सरंध्रता लगभग 0.99 है और न्यूनतम कण व्यास लगभग 300 μm है। कच्चे माल की ऊपरी सतह पर कण का व्यास बढ़ता है और सरंध्रता घटती है, जो पुनक्रिस्टलीकरण के अनुरूप है। वृद्धि के साथ-साथ पुनक्रिस्टलीकरण क्षेत्र की मोटाई बढ़ती है और कण का आकार और सरंध्रता लगातार बदलती रहती है। अधिकतम कण व्यास 1500 μm से अधिक हो जाता है और न्यूनतम सरंध्रता 0.13 होती है। इसके अलावा, चूंकि पीजी कच्चे माल क्षेत्र का तापमान बढ़ाता है और गैस अतिसंतृप्ति कम होती है, इसलिए संरचना 1 के कच्चे माल के ऊपरी भाग की पुनक्रिस्टलीकरण मोटाई कम होती है, जिससे कच्चे माल की उपयोग दर में सुधार होता है।
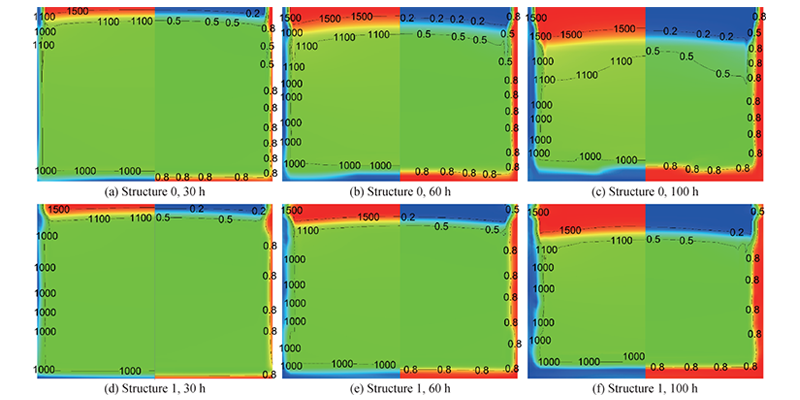 चित्र 6 संरचना 0 और संरचना 1 के कच्चे माल के क्षेत्र में विभिन्न समयों पर कण व्यास (बाएं) और सरंध्रता (दाएं) में परिवर्तन दर्शाता है, कण व्यास की इकाई: μm
चित्र 6 संरचना 0 और संरचना 1 के कच्चे माल के क्षेत्र में विभिन्न समयों पर कण व्यास (बाएं) और सरंध्रता (दाएं) में परिवर्तन दर्शाता है, कण व्यास की इकाई: μm
चित्र 7 दर्शाता है कि संरचना 0 वृद्धि के आरंभ में विकृत हो जाती है, जो कच्चे माल के किनारे के ग्राफ़िटीकरण के कारण अत्यधिक पदार्थ प्रवाह दर से संबंधित हो सकती है। बाद की वृद्धि प्रक्रिया के दौरान विकृति की मात्रा कम हो जाती है, जो चित्र 4 (d) में संरचना 0 के क्रिस्टल विकास के अग्रभाग में पदार्थ प्रवाह दर में परिवर्तन के अनुरूप है। संरचना 1 में, पीजी के प्रभाव के कारण, क्रिस्टल इंटरफ़ेस विकृत नहीं होता है। इसके अलावा, पीजी संरचना 1 की वृद्धि दर को संरचना 0 की तुलना में काफी कम कर देता है। 100 घंटे के बाद संरचना 1 के क्रिस्टल की केंद्र मोटाई संरचना 0 की केंद्र मोटाई का केवल 68% है।
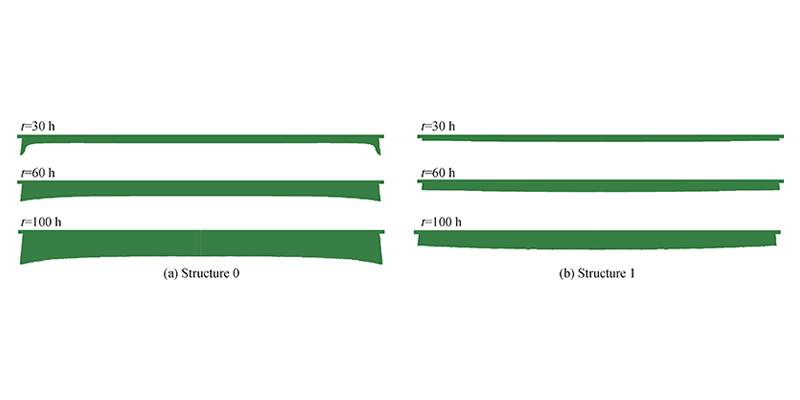
चित्र 7 संरचना 0 और संरचना 1 क्रिस्टल के इंटरफ़ेस में 30, 60 और 100 घंटे पर होने वाले परिवर्तन।
संख्यात्मक सिमुलेशन की प्रक्रिया स्थितियों के तहत क्रिस्टल वृद्धि की गई। संरचना 0 और संरचना 1 द्वारा विकसित क्रिस्टल क्रमशः चित्र 8(a) और चित्र 8(b) में दर्शाए गए हैं। संरचना 0 के क्रिस्टल में अवतल सतह है, जिसके केंद्रीय भाग में उतार-चढ़ाव हैं और किनारे पर एक चरण संक्रमण है। सतह की उत्तलता गैसीय पदार्थों के परिवहन में एक निश्चित मात्रा में असमानता को दर्शाती है, और चरण संक्रमण का होना कम C/Si अनुपात से संबंधित है। संरचना 1 द्वारा विकसित क्रिस्टल की सतह थोड़ी उत्तल है, कोई चरण संक्रमण नहीं पाया गया, और इसकी मोटाई बिना PG वाले क्रिस्टल की मोटाई का 65% है। सामान्य तौर पर, क्रिस्टल वृद्धि के परिणाम सिमुलेशन परिणामों के अनुरूप हैं, संरचना 1 के क्रिस्टल सतह पर अधिक रेडियल तापमान अंतर के साथ, किनारे पर तीव्र वृद्धि दब जाती है, और कुल पदार्थ प्रवाह दर धीमी हो जाती है। समग्र प्रवृत्ति संख्यात्मक सिमुलेशन परिणामों के अनुरूप है।
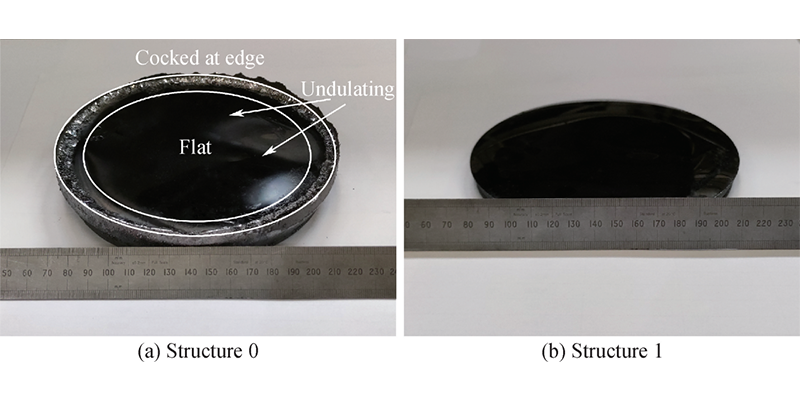
चित्र 8 संरचना 0 और संरचना 1 के अंतर्गत उगाए गए SiC क्रिस्टल
निष्कर्ष
पीजी कच्चे माल के क्षेत्र के समग्र तापमान में सुधार और अक्षीय एवं रेडियल तापमान की एकरूपता को बढ़ाने में सहायक है, जिससे कच्चे माल का पूर्ण ऊर्ध्वपातन और उपयोग सुनिश्चित होता है। ऊपरी और निचले तापमान का अंतर बढ़ता है और बीज क्रिस्टल की सतह का रेडियल ग्रेडिएंट भी बढ़ता है, जो उत्तल इंटरफ़ेस वृद्धि को बनाए रखने में मदद करता है। द्रव्यमान स्थानांतरण के संदर्भ में, पीजी के प्रयोग से समग्र द्रव्यमान स्थानांतरण दर कम हो जाती है, पीजी युक्त वृद्धि कक्ष में पदार्थ प्रवाह दर समय के साथ कम बदलती है और संपूर्ण वृद्धि प्रक्रिया अधिक स्थिर होती है। साथ ही, पीजी अत्यधिक किनारे के द्रव्यमान स्थानांतरण को भी प्रभावी ढंग से रोकता है। इसके अतिरिक्त, पीजी वृद्धि वातावरण के C/Si अनुपात को भी बढ़ाता है, विशेष रूप से बीज क्रिस्टल इंटरफ़ेस के अग्र भाग पर, जिससे वृद्धि प्रक्रिया के दौरान चरण परिवर्तन की संभावना कम हो जाती है। साथ ही, पीजी का तापीय इन्सुलेशन प्रभाव कच्चे माल के ऊपरी भाग में पुन: क्रिस्टलीकरण की संभावना को कुछ हद तक कम करता है। क्रिस्टल वृद्धि के लिए, पीजी क्रिस्टल वृद्धि दर को धीमा कर देता है, लेकिन वृद्धि इंटरफ़ेस अधिक उत्तल हो जाता है। इसलिए, पीजी, SiC क्रिस्टल के विकास के वातावरण को बेहतर बनाने और क्रिस्टल की गुणवत्ता को अनुकूलित करने का एक प्रभावी साधन है।
पोस्ट करने का समय: 18 जून 2024