1. Tredje generationens halvledare
Första generationens halvledarteknik utvecklades baserat på halvledarmaterial som Si och Ge. Det är den materiella grunden för utvecklingen av transistorer och integrerad kretsteknik. Första generationens halvledarmaterial lade grunden för elektronikindustrin under 1900-talet och är de grundläggande materialen för integrerad kretsteknik.
Andra generationens halvledarmaterial omfattar huvudsakligen galliumarsenid, indiumfosfid, galliumfosfid, indiumarsenid, aluminiumarsenid och deras ternära föreningar. Andra generationens halvledarmaterial är grunden för den optoelektroniska informationsindustrin. På grundval av detta har relaterade industrier som belysning, display, laser och solceller utvecklats. De används i stor utsträckning inom modern informationsteknik och optoelektroniska displayindustrin.
Representativa material för tredje generationens halvledarmaterial inkluderar galliumnitrid och kiselkarbid. På grund av deras breda bandgap, höga elektronmättnadsdrifthastighet, höga värmeledningsförmåga och höga genombrottsfältstyrka är de idealiska material för att framställa elektroniska komponenter med hög effekttäthet, hög frekvens och låga förluster. Bland dem har kiselkarbid-kraftkomponenter fördelarna med hög energitäthet, låg energiförbrukning och liten storlek, och har breda tillämpningsmöjligheter inom nya energifordon, solceller, järnvägstransporter, big data och andra områden. Galliumnitrid RF-komponenter har fördelarna med hög frekvens, hög effekt, bred bandbredd, låg strömförbrukning och liten storlek, och har breda tillämpningsmöjligheter inom 5G-kommunikation, sakernas internet, militär radar och andra områden. Dessutom har galliumnitridbaserade kraftkomponenter använts i stor utsträckning inom lågspänningsområdet. Dessutom förväntas nya galliumoxidmaterial under senare år bilda teknisk komplementaritet med befintliga SiC- och GaN-tekniker, och ha potentiella tillämpningsmöjligheter inom lågfrekvens- och högspänningsområdena.
Jämfört med andra generationens halvledarmaterial har tredje generationens halvledarmaterial en bredare bandgapbredd (bandgapbredd för Si, ett typiskt material i första generationens halvledarmaterial, är cirka 1,1 eV, bandgapbredd för GaAs, ett typiskt material i andra generationens halvledarmaterial, är cirka 1,42 eV, och bandgapbredd för GaN, ett typiskt material i tredje generationens halvledarmaterial, är över 2,3 eV), starkare strålningsmotstånd, starkare motstånd mot elektriska fältgenombrott och högre temperaturbeständighet. Tredje generationens halvledarmaterial med bredare bandgapbredd är särskilt lämpliga för produktion av strålningsresistenta, högfrekventa, högeffekts- och högintegrationstäthetselektroniska enheter. Deras tillämpningar i mikrovågsradiofrekvensenheter, lysdioder, lasrar, kraftenheter och andra områden har väckt stor uppmärksamhet, och de har visat breda utvecklingsmöjligheter inom mobilkommunikation, smarta nät, järnvägstransporter, nya energifordon, konsumentelektronik samt ultravioletta och blågröna ljusenheter [1].
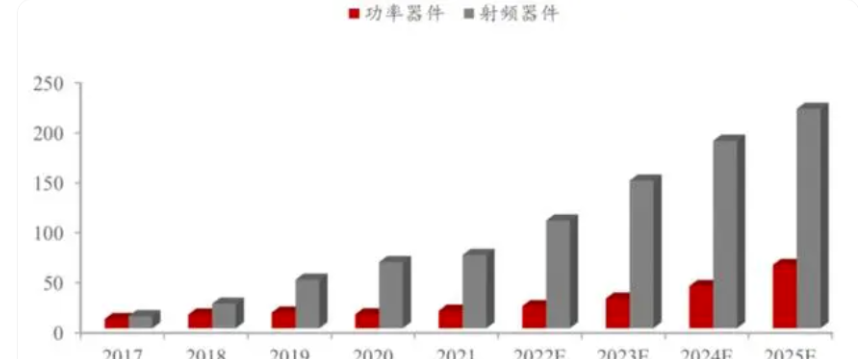
Bildkälla: CASA, Zheshang Securities Research Institute
Figur 1 Tidsskala och prognos för GaN-strömförsörjningsenheter
II GaN-materialets struktur och egenskaper
GaN är en halvledare med direkt bandgap. Bandgapsbredden för wurtzitstrukturen vid rumstemperatur är cirka 3,26 eV. GaN-material har tre huvudkristallstrukturer, nämligen wurtzitstruktur, sfaleritstruktur och bergsaltstruktur. Bland dem är wurtzitstrukturen den mest stabila kristallstrukturen. Figur 2 är ett diagram över den hexagonala wurtzitstrukturen för GaN. Wurtzitstrukturen för GaN-material tillhör en hexagonal tätpackad struktur. Varje enhetscell har 12 atomer, inklusive 6 N-atomer och 6 Ga-atomer. Varje Ga(N)-atom bildar en bindning med de 4 närmaste N(Ga)-atomerna och är staplad i ordningen ABABAB… längs [0001]-riktningen [2].
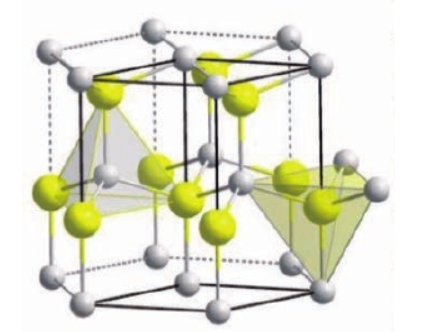
Figur 2 Wurtzitestruktur GaN-kristallcelldiagram
III Vanligt förekommande substrat för GaN-epitaxi
Det verkar som att homogen epitaxi på GaN-substrat är det bästa valet för GaN-epitaxi. På grund av GaNs höga bindningsenergi är dock motsvarande sönderdelningstryck cirka 4,5 GPa när temperaturen når smältpunkten 2500 ℃. När sönderdelningstrycket är lägre än detta tryck smälter inte GaN utan sönderfaller direkt. Detta gör mogna substratberedningsmetoder som Czochralski-metoden olämpliga för beredning av GaN-enkristallsubstrat, vilket gör GaN-substrat svåra att massproducera och kostsamma. Därför är de substrat som vanligtvis används för GaN-epitaxiell tillväxt huvudsakligen Si, SiC, safir, etc. [3].

Diagram 3 GaN och parametrar för vanligt förekommande substratmaterial
GaN-epitaxi på safir
Safir har stabila kemiska egenskaper, är billigt och har en hög mognad inom storskalig produktionsindustri. Därför har det blivit ett av de tidigaste och mest använda substratmaterialen inom halvledarkonstruktion. Som ett av de vanligt förekommande substraten för GaN-epitaxi är de viktigaste problemen som behöver lösas för safirsubstrat:
✔ På grund av den stora gittermatchningen mellan safir (Al2O3) och GaN (cirka 15 %) är defektdensiteten vid gränssnittet mellan det epitaxiella lagret och substratet mycket hög. För att minska dess negativa effekter måste substratet genomgå en komplex förbehandling innan epitaxiprocessen påbörjas. Innan GaN-epitaxis odlas på safirsubstrat måste substratytan först rengöras noggrant för att avlägsna föroreningar, kvarvarande poleringsskador etc., och för att producera steg och stegytestrukturer. Därefter nitreras substratytan för att ändra det epitaxiella lagrets vätningsegenskaper. Slutligen måste ett tunt AlN-buffertlager (vanligtvis 10-100 nm tjockt) avsättas på substratytan och glödgas vid låg temperatur för att förbereda den slutliga epitaxiella tillväxten. Trots detta är dislokationsdensiteten i GaN-epitaxialfilmer odlade på safirsubstrat fortfarande högre än den för homoepitaxialfilmer (cirka 1010 cm⁻², jämfört med i princip noll dislokationsdensitet i kiselhomoepitaxialfilmer eller galliumarsenidhomoepitaxialfilmer, eller mellan 102 och 104 cm⁻²). Den högre defektdensiteten minskar bärarmobiliteten, vilket förkortar minoritetsbärarnas livslängd och minskar värmeledningsförmågan, vilket allt kommer att minska enhetens prestanda [4];
✔ Safirens värmeutvidgningskoefficient är större än GaNs, så biaxial tryckspänning kommer att genereras i det epitaxiella lagret under kylningsprocessen från avsättningstemperaturen till rumstemperatur. För tjockare epitaxiella filmer kan denna spänning orsaka sprickbildning i filmen eller till och med substratet;
✔ Jämfört med andra substrat är värmeledningsförmågan hos safirsubstrat lägre (cirka 0,25 W*cm-1*K-1 vid 100 ℃), och värmeavledningsförmågan är dålig;
✔ På grund av sin dåliga ledningsförmåga är safirsubstrat inte gynnsamma för integration och tillämpning med andra halvledarkomponenter.
Även om defektdensiteten hos GaN-epitaxiallager som odlas på safirsubstrat är hög, verkar den inte signifikant minska den optoelektroniska prestandan hos GaN-baserade blågröna lysdioder, så safirsubstrat är fortfarande vanligt förekommande substrat för GaN-baserade lysdioder.
Med utvecklingen av fler nya tillämpningar av GaN-komponenter, såsom lasrar eller andra högdensitetseffektkomponenter, har de inneboende defekterna hos safirsubstrat i allt högre grad blivit en begränsning för deras tillämpning. Dessutom, med utvecklingen av SiC-substrattillväxtteknik, kostnadsminskningar och mognaden av GaN-epitaxiell teknik på Si-substrat, har mer forskning om att odla GaN-epitaxiellt lager på safirsubstrat gradvis visat en avkylningstrend.
GaN-epitaxi på SiC
Jämfört med safir har SiC-substrat (4H- och 6H-kristaller) en mindre gittermatchning med GaN-epitaxialskikt (3,1 %, motsvarande [0001]-orienterade epitaxiella filmer), högre värmeledningsförmåga (cirka 3,8 W*cm-1*K-1), etc. Dessutom möjliggör SiC-substratens konduktivitet även elektriska kontakter på substratets baksida, vilket bidrar till att förenkla komponentstrukturen. Förekomsten av dessa fördelar har lockat fler och fler forskare att arbeta med GaN-epitaxi på kiselkarbidsubstrat.
Att arbeta direkt på SiC-substrat för att undvika växande GaN-epilager har dock också en rad nackdelar, inklusive följande:
✔ Ytjämnheten hos SiC-substrat är mycket högre än hos safirsubstrat (safirjämnhet 0,1 nm RMS, SiC-jämnhet 1 nm RMS). SiC-substrat har hög hårdhet och dålig bearbetningsprestanda, och denna grovhet och kvarvarande poleringsskador är också en av källorna till defekter i GaN-epilager.
✔ Skruvdislokationsdensiteten hos SiC-substrat är hög (dislokationsdensitet 103-104 cm-2), skruvdislokationer kan fortplanta sig till GaN-epilagret och minska enhetens prestanda;
✔ Atomarrangemanget på substratytan inducerar bildandet av staplingsfel (BSF) i GaN-epilagret. För epitaxiellt GaN på SiC-substrat finns det flera möjliga atomarrangemangsordningar på substratet, vilket resulterar i inkonsekvent initial atomär staplingsordning för det epitaxiella GaN-lagret på det, vilket är benäget för staplingsfel. Staplingsfel (SF) introducerar inbyggda elektriska fält längs c-axeln, vilket leder till problem som läckage från separationsanordningar i planet för bärvågor;
✔ Värmeutvidgningskoefficienten för SiC-substrat är mindre än för AlN och GaN, vilket orsakar termisk spänningsansamling mellan det epitaxiella lagret och substratet under kylningsprocessen. Waltereit och Brand förutspådde baserat på sina forskningsresultat att detta problem kan lindras eller lösas genom att odla GaN-epitaxiallager på tunna, koherent ansträngda AlN-kärnbildningslager;
✔ Problemet med dålig vätbarhet hos Ga-atomer. När GaN-epitaxiallager odlas direkt på SiC-ytan, på grund av den dåliga vätbarheten mellan de två atomerna, är GaN benäget för 3D-ötillväxt på substratytan. Att införa ett buffertlager är den vanligaste lösningen för att förbättra kvaliteten på epitaxiella material i GaN-epitaxi. Att införa ett AlN- eller AlxGa1-xN-buffertlager kan effektivt förbättra SiC-ytans vätbarhet och få GaN-epitaxiallagret att växa i två dimensioner. Dessutom kan det också reglera spänningar och förhindra att substratdefekter sträcker sig till GaN-epitaxi.
✔ Framställningstekniken för SiC-substrat är omogen, substratkostnaden är hög och det finns få leverantörer och litet utbud.
Torres et al.s forskning visar att etsning av SiC-substratet med H2 vid hög temperatur (1600 °C) före epitaxi kan producera en mer ordnad stegstruktur på substratytan, vilket därigenom erhåller en AlN-epitaxiell film av högre kvalitet än när den odlas direkt på den ursprungliga substratytan. Xie och hans teams forskning visar också att etsningsförbehandling av kiselkarbidsubstratet avsevärt kan förbättra ytmorfologin och kristallkvaliteten hos GaN-epitaxiellt lager. Smith et al. fann att gängförskjutningar som härrör från gränssnitten mellan substrat/buffertlager och buffertlager/epitaxiellt lager är relaterade till substratets planhet [5].
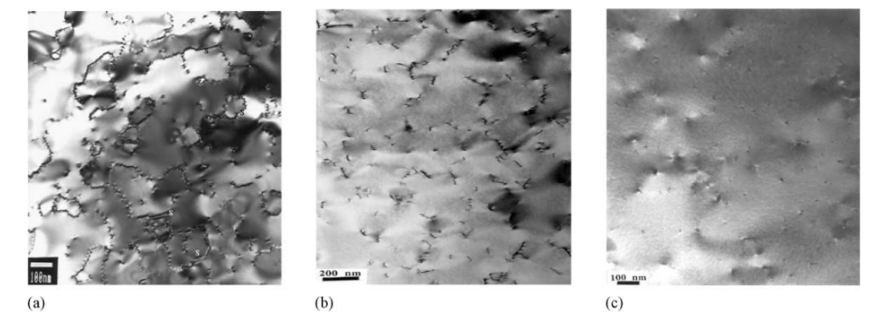
Figur 4 TEM-morfologi hos GaN-epitaxiallagerprover odlade på 6H-SiC-substrat (0001) under olika ytbehandlingsförhållanden (a) kemisk rengöring; (b) kemisk rengöring + väteplasmabehandling; (c) kemisk rengöring + väteplasmabehandling + 1300 ℃ vätebehandling i 30 minuter
GaN-epitaxi på Si
Jämfört med kiselkarbid, safir och andra substrat är processen för framställning av kiselsubstrat mogen och kan stabilt ge mogna stora substrat med hög kostnadseffektivitet. Samtidigt är värmeledningsförmågan och den elektriska ledningsförmågan god, och processen för elektroniska kiselkomponenter är mogen. Möjligheten att perfekt integrera optoelektroniska GaN-komponenter med elektroniska kiselkomponenter i framtiden gör också tillväxten av GaN-epitaxis på kisel mycket attraktiv.
På grund av den stora skillnaden i gitterkonstanter mellan Si-substrat och GaN-material är heterogen epitaxi av GaN på Si-substrat en typisk epitaxi med stor missmatchning, och den måste också möta en rad problem:
✔ Problem med ytgränssnittets energi. När GaN växer på ett Si-substrat nitreras Si-substratets yta först för att bilda ett amorft kiselnitridskikt som inte bidrar till kärnbildning och tillväxt av GaN med hög densitet. Dessutom kommer Si-ytan först i kontakt med Ga, vilket korroderar Si-substratets yta. Vid höga temperaturer diffunderar Si-ytan in i GaN:s epitaxiella lager och bildar svarta kisselfläckar.
✔ Gitterkonstantens missmatchning mellan GaN och Si är stor (~17 %), vilket leder till bildandet av gängdislokationer med hög densitet och avsevärt minskar kvaliteten på det epitaxiella lagret;
✔ Jämfört med Si har GaN en större värmeutvidgningskoefficient (GaNs värmeutvidgningskoefficient är cirka 5,6 × 10⁻⁶K⁻¹, Sis värmeutvidgningskoefficient är cirka 2,6 × 10⁻⁶K⁻¹), och sprickor kan uppstå i GaNs epitaxiella lager under kylning av den epitaxiella temperaturen till rumstemperatur;
✔ Si reagerar med NH3 vid höga temperaturer för att bilda polykristallint SiNx. AlN kan inte bilda en preferentiellt orienterad kärna på polykristallint SiNx, vilket leder till en oordnad orientering av det efterföljande odlade GaN-skiktet och ett stort antal defekter, vilket resulterar i dålig kristallkvalitet hos GaN-epitaxiellt skikt, och till och med svårigheter att bilda ett enkristallint GaN-epitaxiellt skikt [6].
För att lösa problemet med stora gitterfelmatchningar har forskare försökt att introducera material som AlAs, GaAs, AlN, GaN, ZnO och SiC som buffertlager på Si-substrat. För att undvika bildandet av polykristallint SiNx och minska dess negativa effekter på kristallkvaliteten hos GaN/AlN/Si (111)-material krävs vanligtvis att TMAl introduceras under en viss tidsperiod innan epitaxial tillväxt av AlN-buffertlagret för att förhindra att NH3 reagerar med den exponerade Si-ytan för att bilda SiNx. Dessutom kan epitaxiella tekniker som mönstrad substratteknik användas för att förbättra kvaliteten på det epitaxiella lagret. Utvecklingen av dessa tekniker hjälper till att hämma bildandet av SiNx vid det epitaxiella gränssnittet, främja den tvådimensionella tillväxten av GaN-epitaxiallagret och förbättra tillväxtkvaliteten hos det epitaxiella lagret. Dessutom introduceras ett AlN-buffertlager för att kompensera för dragspänningen som orsakas av skillnaden i termiska expansionskoefficienter för att undvika sprickor i GaN-epitaxiallagret på kiselsubstratet. Krosts forskning visar att det finns en positiv korrelation mellan tjockleken på AlN-buffertlagret och minskningen av töjning. När buffertlagrets tjocklek når 12 nm kan ett epitaxiellt lager tjockare än 6 μm odlas på ett kiselsubstrat genom ett lämpligt tillväxtschema utan att det epitaxiella lagret spricker.
Efter långvariga ansträngningar från forskare har kvaliteten på GaN-epitaxiallager som odlats på kiselsubstrat förbättrats avsevärt, och anordningar som fälteffekttransistorer, Schottky-barriär-ultraviolettdetektorer, blågröna lysdioder och ultravioletta lasrar har gjort betydande framsteg.
Sammanfattningsvis, eftersom de vanligt förekommande GaN-epitaxiska substraten alla är heterogena epitaxier, möter de alla gemensamma problem såsom gitterfelmatchning och stora skillnader i termiska expansionskoefficienter i varierande grad. Homogena epitaxiella GaN-substrat begränsas av teknikens mognad, och substraten har ännu inte massproducerats. Produktionskostnaden är hög, substratstorleken är liten och substratkvaliteten är inte idealisk. Utvecklingen av nya GaN-epitaxiska substrat och förbättringen av epitaxialkvaliteten är fortfarande en av de viktiga faktorerna som begränsar den fortsatta utvecklingen av GaN-epitaxiell industri.
IV. Vanliga metoder för GaN-epitaxi
MOCVD (kemisk ångavsättning)
Det verkar som att homogen epitaxi på GaN-substrat är det bästa valet för GaN-epitaxi. Eftersom föregångarna till kemisk ångavsättning är trimetylgallium och ammoniak, och bärargasen är väte, är den typiska MOCVD-tillväxttemperaturen cirka 1000-1100 ℃, och tillväxthastigheten för MOCVD är cirka några mikrometer per timme. Den kan producera branta gränssnitt på atomnivå, vilket är mycket lämpligt för odling av heterojunktioner, kvantbrunnar, supergitter och andra strukturer. Dess snabba tillväxthastighet, goda enhetlighet och lämplighet för tillväxt över stora ytor och i flera delar används ofta i industriell produktion.
MBE (molekylärstråleepitaxi)
Vid molekylärstråleepitaxi använder Ga en elementär källa, och aktivt kväve utvinns från kväve genom RF-plasma. Jämfört med MOCVD-metoden är MBE:s tillväxttemperatur cirka 350-400 ℃ lägre. Den lägre tillväxttemperaturen kan undvika viss förorening som kan orsakas av högtemperaturmiljöer. MBE-systemet arbetar under ultrahögt vakuum, vilket gör att det kan integrera fler in situ-detektionsmetoder. Samtidigt kan dess tillväxthastighet och produktionskapacitet inte jämföras med MOCVD, och det används mer inom vetenskaplig forskning [7].
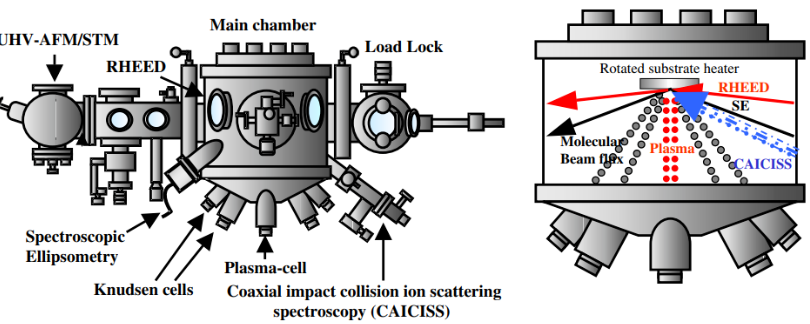
Figur 5 (a) Schematisk Eiko-MBE (b) Schematisk MBE-huvudreaktionskammare
HVPE-metod (hydridångfasepitaxi)
Föregångarna till hydridångfasepitaximetoden är GaCl3 och NH3. Detchprohm et al. använde denna metod för att odla ett GaN-epitaxiellt lager hundratals mikron tjockt på ytan av ett safirsubstrat. I deras experiment odlades ett lager av ZnO mellan safirsubstratet och det epitaxiella lagret som ett buffertlager, och det epitaxiella lagret skalades av från substratytan. Jämfört med MOCVD och MBE är HVPE-metodens huvudsakliga egenskap dess höga tillväxthastighet, vilket är lämpligt för produktion av tjocka lager och bulkmaterial. Men när tjockleken på det epitaxiella lagret överstiger 20 μm är det epitaxiella lagret som produceras med denna metod benäget för sprickor.
Akira USUI introducerade mönstrad substratteknik baserad på denna metod. De odlade först ett tunt 1-1,5 μm tjockt GaN-epitaxiellt lager på ett safirsubstrat med hjälp av MOCVD-metoden. Det epitaxiella lagret bestod av ett 20 nm tjockt GaN-buffertlager odlat under låga temperaturer och ett GaN-lager odlat under höga temperaturer. Sedan, vid 430 ℃, pläterades ett lager SiO2 på ytan av det epitaxiella lagret, och fönsterränder gjordes på SiO2-filmen med fotolitografi. Rändavståndet var 7 μm och maskbredden varierade från 1 μm till 4 μm. Efter denna förbättring erhöll de ett GaN-epitaxiellt lager på ett safirsubstrat med en diameter på 2 tum som var sprickfritt och slätt som en spegel även när tjockleken ökade till tiotals eller till och med hundratals mikron. Defektdensiteten minskade från 109-1010 cm-2 med den traditionella HVPE-metoden till cirka 6×107 cm-2. De påpekade också i experimentet att när tillväxthastigheten översteg 75 μm/h, skulle provytan bli grov[8].
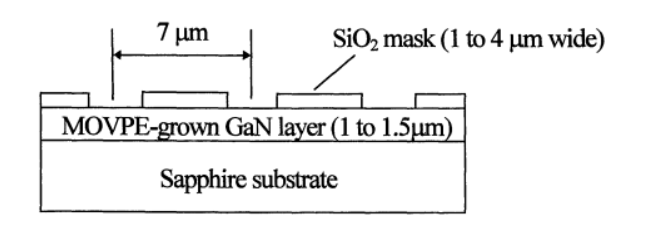
Figur 6 Grafisk substratschematisk ritning
V. Sammanfattning och framtidsutsikter
GaN-material började dyka upp 2014 när den blå lysdioden vann Nobelpriset i fysik samma år, och blev en del av den allmänna marknaden för snabbladdningstillämpningar inom konsumentelektronik. Faktum är att tillämpningar inom effektförstärkare och RF-enheter som används i 5G-basstationer, vilka de flesta inte kan se, också tyst har dykt upp. Under senare år förväntas genombrottet för GaN-baserade kraftenheter av fordonskvalitet öppna upp nya tillväxtpunkter för marknaden för GaN-materialtillämpningar.
Den enorma marknadsefterfrågan kommer säkerligen att främja utvecklingen av GaN-relaterade industrier och teknologier. Med mognaden och förbättringen av den GaN-relaterade industrikedjan kommer de problem som den nuvarande GaN-epitaxialtekniken står inför så småningom att förbättras eller övervinnas. I framtiden kommer människor säkerligen att utveckla fler nya epitaxiella teknologier och mer utmärkta substratalternativ. Vid den tidpunkten kommer människor att kunna välja den mest lämpliga externa forskningstekniken och substratet för olika tillämpningsscenarier beroende på tillämpningsscenariernas egenskaper och producera de mest konkurrenskraftiga anpassade produkterna.
Publiceringstid: 28 juni 2024