1. Halbleiter der dritten Generation
Die Halbleitertechnologie der ersten Generation basierte auf Halbleitermaterialien wie Silizium (Si) und Germanium (Ge). Sie bildete die materielle Grundlage für die Entwicklung von Transistoren und integrierten Schaltungen. Die Halbleitermaterialien der ersten Generation legten den Grundstein für die Elektronikindustrie des 20. Jahrhunderts und sind die Basismaterialien für die Technologie integrierter Schaltungen.
Zu den Halbleitermaterialien der zweiten Generation zählen hauptsächlich Galliumarsenid, Indiumphosphid, Aluminiumarsenid und deren ternäre Verbindungen. Sie bilden die Grundlage der optoelektronischen Informationsindustrie. Auf dieser Basis haben sich verwandte Branchen wie Beleuchtung, Displaytechnik, Lasertechnik und Photovoltaik entwickelt. Sie finden breite Anwendung in der modernen Informationstechnologie und der optoelektronischen Displayindustrie.
Zu den repräsentativen Halbleitermaterialien der dritten Generation zählen Galliumnitrid und Siliziumkarbid. Aufgrund ihrer großen Bandlücke, hohen Sättigungsdriftgeschwindigkeit der Elektronen, hohen Wärmeleitfähigkeit und hohen Durchbruchfeldstärke eignen sie sich ideal für die Herstellung von elektronischen Bauelementen mit hoher Leistungsdichte, hoher Frequenz und geringen Verlusten. Siliziumkarbid-Leistungshalbleiter zeichnen sich durch hohe Energiedichte, geringen Energieverbrauch und geringe Größe aus und bieten vielversprechende Anwendungsmöglichkeiten in Bereichen wie Elektromobilität, Photovoltaik, Schienenverkehr und Big Data. Galliumnitrid-HF-Bauelemente bieten Vorteile wie hohe Frequenz, hohe Leistung, große Bandbreite, geringen Stromverbrauch und geringe Größe und eignen sich für Anwendungen in der 5G-Kommunikation, im Internet der Dinge, in militärischen Radarsystemen und anderen Bereichen. Darüber hinaus finden Galliumnitrid-basierte Leistungshalbleiter breite Anwendung im Niederspannungsbereich. In den letzten Jahren wurde zudem erwartet, dass neuartige Galliumoxid-Materialien die bestehenden SiC- und GaN-Technologien technisch ergänzen und vielversprechende Anwendungsmöglichkeiten im Niederfrequenz- und Hochspannungsbereich bieten.
Im Vergleich zu Halbleitermaterialien der zweiten Generation weisen Halbleitermaterialien der dritten Generation eine größere Bandlücke auf (die Bandlücke von Silizium, einem typischen Material der ersten Generation, beträgt etwa 1,1 eV, die von Galliumarsenid, einem typischen Material der zweiten Generation, etwa 1,42 eV und die von Galliumnitrid, einem typischen Material der dritten Generation, über 2,3 eV). Sie zeichnen sich außerdem durch eine höhere Strahlungsbeständigkeit, eine höhere Beständigkeit gegen elektrische Felddurchschläge und eine höhere Temperaturbeständigkeit aus. Halbleitermaterialien der dritten Generation mit größerer Bandlücke eignen sich besonders für die Herstellung strahlungsresistenter, hochfrequenter, leistungsstarker und hochintegrierter elektronischer Bauelemente. Ihre Anwendungen in Mikrowellen-Hochfrequenzgeräten, LEDs, Lasern, Leistungselektronik und anderen Bereichen haben großes Interesse geweckt und bieten vielversprechende Entwicklungsperspektiven in der Mobilkommunikation, in intelligenten Stromnetzen, im Schienenverkehr, in Elektrofahrzeugen, in der Unterhaltungselektronik sowie in UV- und Blaugrünlichtgeräten [1].
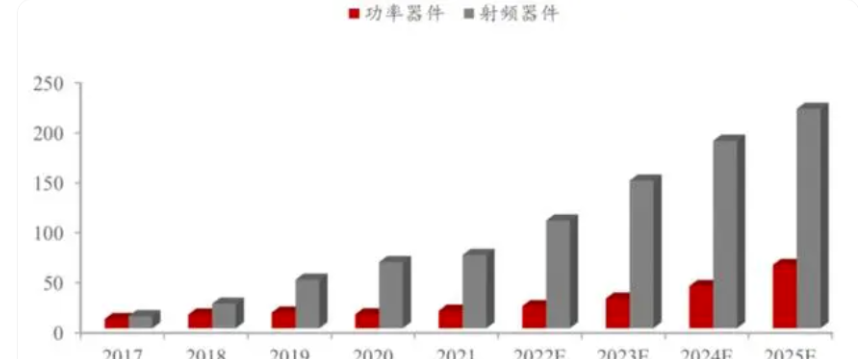
Bildquelle: CASA, Zheshang Securities Research Institute
Abbildung 1: Zeitlicher Ablauf und Prognose für GaN-Leistungsbauelemente
II GaN-Materialstruktur und -Eigenschaften
GaN ist ein Halbleiter mit direkter Bandlücke. Die Bandlückenbreite der Wurtzitstruktur beträgt bei Raumtemperatur etwa 3,26 eV. GaN-Materialien weisen drei Hauptkristallstrukturen auf: die Wurtzit-, die Sphalerit- und die Steinsalzstruktur. Die Wurtzitstruktur ist die stabilste. Abbildung 2 zeigt ein Schema der hexagonalen Wurtzitstruktur von GaN. Die Wurtzitstruktur von GaN ist eine hexagonal dichteste Kugelpackung. Jede Elementarzelle enthält 12 Atome, davon 6 N- und 6 Ga-Atome. Jedes Ga- (N-)Atom bildet eine Bindung mit den vier nächstgelegenen N- (Ga-)Atomen und ist in der Reihenfolge ABABAB… entlang der [0001]-Richtung gestapelt [2].
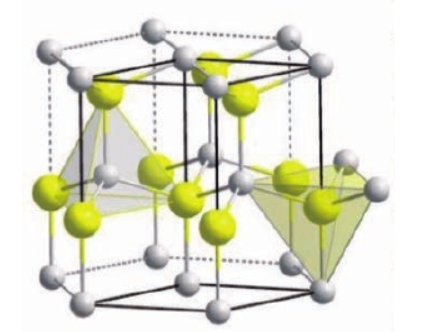
Abbildung 2: Schema der Wurtzit-GaN-Kristallzelle
III Häufig verwendete Substrate für die GaN-Epitaxie
Die homogene Epitaxie auf GaN-Substraten scheint die beste Wahl für die GaN-Epitaxie zu sein. Aufgrund der hohen Bindungsenergie von GaN liegt der Zersetzungsdruck bei Erreichen des Schmelzpunktes von 2500 °C jedoch bei etwa 4,5 GPa. Unterhalb dieses Drucks schmilzt GaN nicht, sondern zersetzt sich direkt. Dies macht etablierte Substratpräparationstechnologien wie das Czochralski-Verfahren für die Herstellung von GaN-Einkristallsubstraten ungeeignet, was die Massenproduktion von GaN-Substraten erschwert und verteuert. Daher werden für das epitaktische Wachstum von GaN üblicherweise Substrate wie Si, SiC und Saphir verwendet [3].

Diagramm 3 GaN und Parameter gängiger Substratmaterialien
GaN-Epitaxie auf Saphir
Saphir besitzt stabile chemische Eigenschaften, ist kostengünstig und in der großtechnischen Produktion weit verbreitet. Daher zählt es zu den ersten und am weitesten verbreiteten Substratmaterialien in der Halbleitertechnik. Als eines der gängigen Substrate für die GaN-Epitaxie müssen bei Saphirsubstraten vor allem folgende Probleme gelöst werden:
Aufgrund der großen Gitterfehlanpassung zwischen Saphir (Al₂O₃) und GaN (ca. 15 %) ist die Defektdichte an der Grenzfläche zwischen Epitaxieschicht und Substrat sehr hoch. Um deren negative Auswirkungen zu reduzieren, muss das Substrat vor Beginn des Epitaxieprozesses einer aufwendigen Vorbehandlung unterzogen werden. Vor dem Aufwachsen von GaN auf Saphirsubstraten muss die Substratoberfläche gründlich gereinigt werden, um Verunreinigungen, Polierrückstände usw. zu entfernen und Stufen und Stufenstrukturen zu erzeugen. Anschließend wird die Substratoberfläche nitriert, um die Benetzungseigenschaften der Epitaxieschicht zu verändern. Abschließend wird eine dünne AlN-Pufferschicht (üblicherweise 10–100 nm dick) auf die Substratoberfläche aufgebracht und bei niedriger Temperatur getempert, um das Substrat für das endgültige Epitaxiewachstum vorzubereiten. Trotzdem ist die Versetzungsdichte in auf Saphirsubstraten gewachsenen GaN-Epitaxieschichten immer noch höher als die von homoepitaktischen Schichten (etwa 1010 cm-2, verglichen mit einer praktisch verschwindenden Versetzungsdichte in Silizium- oder Galliumarsenid-homoepitaktischen Schichten bzw. zwischen 102 und 104 cm-2). Die höhere Defektdichte verringert die Ladungsträgermobilität, wodurch die Minoritätsträgerlebensdauer verkürzt und die Wärmeleitfähigkeit reduziert wird, was alles die Leistung des Bauelements beeinträchtigt [4].
✔ Der Wärmeausdehnungskoeffizient von Saphir ist größer als der von GaN, sodass während des Abkühlprozesses von der Abscheidungstemperatur auf Raumtemperatur in der Epitaxieschicht eine biaxiale Druckspannung entsteht. Bei dickeren Epitaxieschichten kann diese Spannung zu Rissen in der Schicht oder sogar im Substrat führen;
✔ Im Vergleich zu anderen Substraten ist die Wärmeleitfähigkeit von Saphirsubstraten geringer (ca. 0,25 W*cm-1*K-1 bei 100℃), und die Wärmeableitungsleistung ist schlecht;
✔ Aufgrund seiner schlechten Leitfähigkeit eignen sich Saphirsubstrate nicht für die Integration und Anwendung mit anderen Halbleiterbauelementen.
Obwohl die Defektdichte von auf Saphirsubstraten gewachsenen GaN-Epitaxieschichten hoch ist, scheint sie die optoelektronische Leistung von GaN-basierten blaugrünen LEDs nicht wesentlich zu beeinträchtigen, sodass Saphirsubstrate nach wie vor häufig als Substrate für GaN-basierte LEDs verwendet werden.
Mit der Entwicklung neuer Anwendungen für GaN-Bauelemente wie Laser oder andere Hochleistungsbauelemente stellen die systembedingten Defekte von Saphirsubstraten zunehmend eine Einschränkung für deren Einsatz dar. Gleichzeitig hat die Weiterentwicklung der SiC-Substrat-Wachstumstechnologie, die damit einhergehende Kostensenkung und die ausgereifte GaN-Epitaxietechnologie auf Si-Substraten die Forschung zur Epitaxie von GaN-Schichten auf Saphirsubstraten tendenziell zurückgehen lassen.
GaN-Epitaxie auf SiC
Im Vergleich zu Saphir weisen SiC-Substrate (4H- und 6H-Kristalle) eine geringere Gitterfehlanpassung zu GaN-Epitaxieschichten (3,1 %, entsprechend [0001]-orientierten Epitaxieschichten) und eine höhere Wärmeleitfähigkeit (ca. 3,8 W·cm⁻¹·K⁻¹) auf. Darüber hinaus ermöglicht die Leitfähigkeit von SiC-Substraten die Herstellung elektrischer Kontakte auf der Substratrückseite, was die Bauelementstruktur vereinfacht. Aufgrund dieser Vorteile beschäftigen sich immer mehr Forscher mit der GaN-Epitaxie auf Siliziumkarbid-Substraten.
Die direkte Bearbeitung von SiC-Substraten, um das Wachstum von GaN-Epitaxieschichten zu vermeiden, birgt jedoch auch eine Reihe von Nachteilen, darunter die folgenden:
✔ Die Oberflächenrauheit von SiC-Substraten ist viel höher als die von Saphirsubstraten (Saphirrauheit 0,1 nm RMS, SiCrauheit 1 nm RMS), SiC-Substrate weisen eine hohe Härte und eine schlechte Bearbeitbarkeit auf, und diese Rauheit sowie verbleibende Polierschäden sind auch eine der Ursachen für Defekte in GaN-Epitaxieschichten.
✔ Die Schraubenversetzungsdichte von SiC-Substraten ist hoch (Versetzungsdichte 103-104cm-2), Schraubenversetzungen können sich bis zur GaN-Epitaxieschicht ausbreiten und die Leistung des Bauelements beeinträchtigen;
✔ Die atomare Anordnung auf der Substratoberfläche induziert die Bildung von Stapelfehlern (BSFs) in der GaN-Epitaxieschicht. Bei epitaxialem GaN auf SiC-Substraten existieren mehrere mögliche atomare Anordnungen auf dem Substrat, was zu einer inkonsistenten anfänglichen atomaren Stapelfolge der darauf befindlichen epitaxialen GaN-Schicht führt und somit anfällig für Stapelfehler ist. Stapelfehler (SFs) erzeugen eingebaute elektrische Felder entlang der c-Achse, was zu Problemen wie Leckströmen in planaren Ladungsträgertrennvorrichtungen führen kann.
✔ Der Wärmeausdehnungskoeffizient des SiC-Substrats ist kleiner als der von AlN und GaN, was während des Abkühlprozesses zu einer Ansammlung von Wärmespannungen zwischen der Epitaxieschicht und dem Substrat führt. Waltereit und Brand sagten auf der Grundlage ihrer Forschungsergebnisse voraus, dass dieses Problem durch das Aufwachsen von GaN-Epitaxieschichten auf dünnen, kohärent verspannten AlN-Keimbildungsschichten gemildert oder gelöst werden kann;
✔ Das Problem der mangelhaften Benetzbarkeit von Galliumatomen. Beim direkten Aufwachsen von GaN-Epitaxieschichten auf der SiC-Oberfläche neigt GaN aufgrund der geringen Benetzbarkeit zwischen den beiden Atomen zu dreidimensionalem Inselwachstum auf der Substratoberfläche. Die gängigste Lösung zur Verbesserung der Qualität von Epitaxiematerialien bei der GaN-Epitaxie ist die Einführung einer Pufferschicht. Durch die Verwendung einer AlN- oder AlxGa1-xN-Pufferschicht lässt sich die Benetzbarkeit der SiC-Oberfläche effektiv verbessern und das zweidimensionale Wachstum der GaN-Epitaxieschicht ermöglichen. Darüber hinaus kann sie Spannungen regulieren und verhindern, dass sich Substratdefekte auf die GaN-Epitaxie ausbreiten.
✔ Die Herstellungstechnologie von SiC-Substraten ist noch nicht ausgereift, die Substratkosten sind hoch, und es gibt nur wenige Lieferanten und ein geringes Angebot.
Die Forschung von Torres et al. zeigt, dass das Ätzen des SiC-Substrats mit H₂ bei hoher Temperatur (1600 °C) vor der Epitaxie eine geordnetere Stufenstruktur auf der Substratoberfläche erzeugt und somit eine höhere Qualität des AlN-Epitaxiefilms ermöglicht als bei direktem Wachstum auf der ursprünglichen Substratoberfläche. Auch die Forschung von Xie und seinem Team belegt, dass eine Ätzvorbehandlung des Siliciumcarbid-Substrats die Oberflächenmorphologie und Kristallqualität der GaN-Epitaxieschicht deutlich verbessert. Smith et al. fanden heraus, dass die von den Grenzflächen Substrat/Pufferschicht und Pufferschicht/Epitaxieschicht ausgehenden Versetzungen mit der Ebenheit des Substrats zusammenhängen [5].
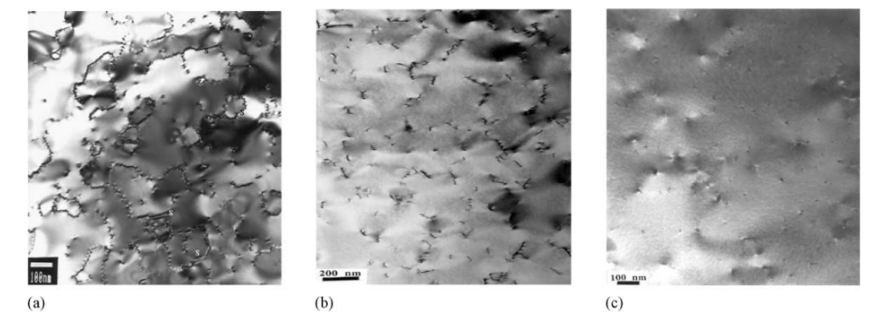
Abbildung 4 zeigt die TEM-Morphologie von GaN-Epitaxieschichtproben, die auf einem 6H-SiC-Substrat (0001) unter verschiedenen Oberflächenbehandlungsbedingungen gewachsen wurden: (a) chemische Reinigung; (b) chemische Reinigung + Wasserstoffplasma-Behandlung; (c) chemische Reinigung + Wasserstoffplasma-Behandlung + 30-minütige Wasserstoff-Wärmebehandlung bei 1300 °C.
GaN-Epitaxie auf Si
Im Vergleich zu Siliziumkarbid, Saphir und anderen Substraten ist die Herstellung von Siliziumsubstraten ausgereift und ermöglicht die stabile Fertigung großflächiger Substrate mit einem hervorragenden Preis-Leistungs-Verhältnis. Gleichzeitig weisen Siliziumsubstrate eine gute Wärme- und elektrische Leitfähigkeit auf, und die Fertigung elektronischer Bauelemente ist ebenfalls ausgereift. Die Möglichkeit, optoelektronische GaN-Bauelemente zukünftig nahtlos in elektronische Siliziumbauelemente zu integrieren, macht das epitaktische Wachstum von GaN auf Silizium besonders attraktiv.
Aufgrund des großen Unterschieds in den Gitterkonstanten zwischen Si-Substrat und GaN-Material ist die heterogene Epitaxie von GaN auf Si-Substrat jedoch eine typische Epitaxie mit großer Gitterfehlanpassung, die zudem mit einer Reihe von Problemen verbunden ist:
✔ Problem der Oberflächenenergie. Beim Wachstum von GaN auf einem Si-Substrat wird die Oberfläche des Si-Substrats zunächst nitriert, wodurch eine amorphe Siliziumnitridschicht entsteht, die die Keimbildung und das Wachstum von hochdichtem GaN beeinträchtigt. Zudem kommt die Si-Oberfläche zuerst mit Ga in Kontakt, was zu Korrosion der Si-Substratoberfläche führt. Bei hohen Temperaturen diffundiert die Zersetzung der Si-Oberfläche in die GaN-Epitaxieschicht und bildet schwarze Siliziumflecken.
✔ Die Gitterkonstantenfehlanpassung zwischen GaN und Si ist groß (~17%), was zur Bildung von Versetzungen hoher Dichte führt und die Qualität der Epitaxieschicht erheblich mindert;
✔ Im Vergleich zu Si hat GaN einen größeren Wärmeausdehnungskoeffizienten (der Wärmeausdehnungskoeffizient von GaN beträgt etwa 5,6×10-6K-1, der von Si etwa 2,6×10-6K-1), und es können sich während der Abkühlung der Epitaxieschicht auf Raumtemperatur Risse in der GaN-Epitaxieschicht bilden;
✔ Si reagiert bei hohen Temperaturen mit NH3 zu polykristallinem SiNx. AlN kann auf polykristallinem SiNx keinen bevorzugt orientierten Keim bilden, was zu einer ungeordneten Orientierung der nachfolgend gewachsenen GaN-Schicht und einer hohen Anzahl von Defekten führt. Dies hat eine geringe Kristallqualität der GaN-Epitaxieschicht und erschwert sogar die Bildung einer einkristallinen GaN-Epitaxieschicht [6].
Um das Problem der großen Gitterfehlanpassung zu lösen, haben Forscher versucht, Materialien wie AlAs, GaAs, AlN, GaN, ZnO und SiC als Pufferschichten auf Si-Substraten einzusetzen. Um die Bildung von polykristallinem SiNx zu vermeiden und dessen negative Auswirkungen auf die Kristallqualität von GaN/AlN/Si(111)-Materialien zu reduzieren, ist es üblicherweise erforderlich, TMAl für eine bestimmte Zeit vor dem epitaxialen Wachstum der AlN-Pufferschicht einzubringen. Dies verhindert, dass NH3 mit der freiliegenden Si-Oberfläche zu SiNx reagiert. Zusätzlich können Epitaxietechnologien wie die Strukturierung von Substraten eingesetzt werden, um die Qualität der Epitaxieschicht zu verbessern. Die Weiterentwicklung dieser Technologien trägt dazu bei, die Bildung von SiNx an der Epitaxiegrenzfläche zu hemmen, das zweidimensionale Wachstum der GaN-Epitaxieschicht zu fördern und die Wachstumsqualität der Epitaxieschicht zu verbessern. Zusätzlich wird eine AlN-Pufferschicht eingeführt, um die durch die unterschiedlichen Wärmeausdehnungskoeffizienten verursachte Zugspannung auszugleichen und so Risse in der GaN-Epitaxieschicht auf dem Siliziumsubstrat zu vermeiden. Krosts Forschung zeigt einen positiven Zusammenhang zwischen der Dicke der AlN-Pufferschicht und der Reduzierung der Spannung. Bei einer Pufferschichtdicke von 12 nm kann durch ein geeignetes Wachstumsverfahren eine mehr als 6 μm dicke Epitaxieschicht auf einem Siliziumsubstrat ohne Rissbildung abgeschieden werden.
Nach langjährigen Bemühungen der Forscher konnte die Qualität von auf Siliziumsubstraten gewachsenen GaN-Epitaxieschichten deutlich verbessert werden, und Bauelemente wie Feldeffekttransistoren, Schottky-Barrieren-Ultraviolettdetektoren, blaugrüne LEDs und Ultraviolettlaser haben bedeutende Fortschritte erzielt.
Zusammenfassend lässt sich sagen, dass die üblicherweise verwendeten GaN-Epitaxiesubstrate alle heterogen epitaktisch hergestellt werden und daher ähnliche Probleme wie Gitterfehlanpassung und große Unterschiede in den Wärmeausdehnungskoeffizienten aufweisen. Homogene epitaktische GaN-Substrate sind technologisch noch nicht ausgereift und werden noch nicht in Massenproduktion hergestellt. Die Produktionskosten sind hoch, die Substratgröße gering und die Substratqualität nicht optimal. Die Entwicklung neuer GaN-Epitaxiesubstrate und die Verbesserung der Epitaxiequalität sind daher weiterhin wichtige Faktoren, die die Weiterentwicklung der GaN-Epitaxieindustrie hemmen.
IV. Gängige Methoden für die GaN-Epitaxie
MOCVD (chemische Gasphasenabscheidung)
Die homogene Epitaxie auf GaN-Substraten scheint die beste Wahl für die GaN-Epitaxie zu sein. Da die Vorläuferstoffe der chemischen Gasphasenabscheidung (CVD) Trimethylgallium und Ammoniak und das Trägergas Wasserstoff sind, liegt die typische Wachstumstemperatur bei MOCVD bei etwa 1000–1100 °C und die Wachstumsrate bei einigen Mikrometern pro Stunde. Das Verfahren ermöglicht die Herstellung steiler Grenzflächen auf atomarer Ebene und eignet sich daher hervorragend für das Wachstum von Heteroübergängen, Quantentöpfen, Übergittern und anderen Strukturen. Die hohe Wachstumsrate, die gute Homogenität und die Eignung für großflächiges und mehrteiliges Wachstum werden häufig in der industriellen Fertigung genutzt.
MBE (Molekularstrahlepitaxie)
Bei der Molekularstrahlepitaxie (MBE) wird Gallium als Elementquelle verwendet, während aktiver Stickstoff mittels Hochfrequenzplasma aus Stickstoff gewonnen wird. Im Vergleich zum MOCVD-Verfahren liegt die Wachstumstemperatur bei der MBE um etwa 350–400 °C niedriger. Die niedrigere Wachstumstemperatur vermeidet Verunreinigungen, die durch hohe Temperaturen entstehen können. Das MBE-System arbeitet unter Ultrahochvakuum, wodurch sich mehr In-situ-Detektionsmethoden integrieren lassen. Gleichzeitig sind Wachstumsrate und Produktionskapazität mit MOCVD nicht vergleichbar, weshalb MBE häufiger in der wissenschaftlichen Forschung eingesetzt wird [7].
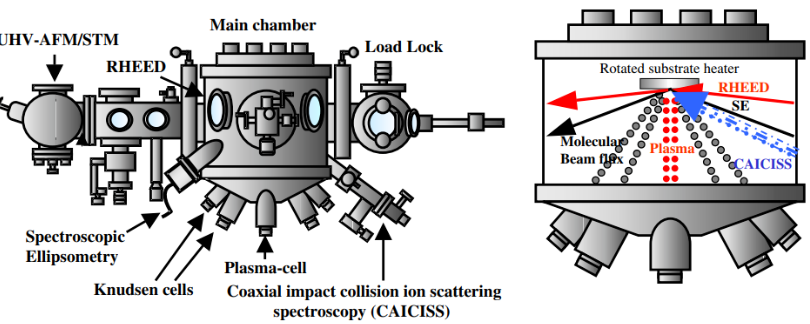
Abbildung 5 (a) Eiko-MBE-Schema (b) Schema der MBE-Hauptreaktionskammer
HVPE-Verfahren (Hydrid-Dampfphasenepitaxie)
Die Vorläuferstoffe für die Hydrid-Gasphasenepitaxie (HVPE) sind GaCl₃ und NH₃. Detchprohm et al. nutzten dieses Verfahren, um eine mehrere hundert Mikrometer dicke GaN-Epitaxieschicht auf einem Saphirsubstrat abzuscheiden. In ihrem Experiment wurde zwischen dem Saphirsubstrat und der Epitaxieschicht eine ZnO-Schicht als Pufferschicht aufgebracht, bevor die Epitaxieschicht vom Substrat abgelöst wurde. Im Vergleich zu MOCVD und MBE zeichnet sich die HVPE durch ihre hohe Wachstumsrate aus, die sie für die Herstellung dicker Schichten und Bulkmaterialien prädestiniert. Überschreitet die Dicke der Epitaxieschicht jedoch 20 µm, neigt sie zu Rissen.
Akira USUI führte basierend auf dieser Methode eine Technologie für strukturierte Substrate ein. Zunächst wurde mittels MOCVD eine dünne, 1–1,5 µm dicke GaN-Epitaxieschicht auf einem Saphirsubstrat abgeschieden. Diese Epitaxieschicht bestand aus einer 20 nm dicken GaN-Pufferschicht, die bei niedriger Temperatur gewachsen wurde, und einer GaN-Schicht, die bei hoher Temperatur gewachsen wurde. Anschließend wurde bei 430 °C eine SiO₂-Schicht auf die Oberfläche der Epitaxieschicht abgeschieden und mittels Fotolithografie Fensterstreifen auf dem SiO₂-Film erzeugt. Der Streifenabstand betrug 7 µm, die Maskenbreite variierte zwischen 1 µm und 4 µm. Nach dieser Optimierung wurde eine rissfreie und spiegelglatte GaN-Epitaxieschicht auf einem Saphirsubstrat mit 2 Zoll Durchmesser erzielt, selbst bei Schichtdicken von mehreren zehn oder sogar hundert Mikrometern. Die Defektdichte wurde von 109-1010 cm-2 beim herkömmlichen HVPE-Verfahren auf etwa 6×107 cm-2 reduziert. Sie wiesen im Experiment auch darauf hin, dass die Probenoberfläche rau wird, wenn die Wachstumsrate 75 μm/h überschreitet[8].
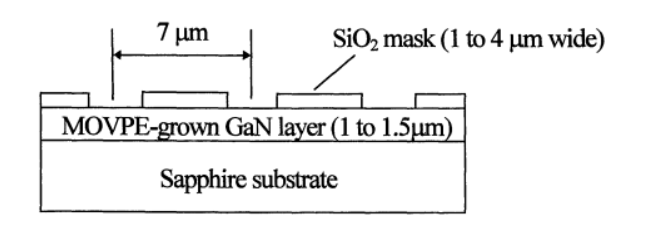
Abbildung 6 Grafische Darstellung des Substrats
V. Zusammenfassung und Ausblick
GaN-Materialien erlangten 2014 größere Bekanntheit, als die blaue LED den Nobelpreis für Physik gewann und in der Unterhaltungselektronik, insbesondere im Bereich Schnellladen, Anwendung fand. Tatsächlich entwickelten sich parallel dazu auch Anwendungen in Leistungsverstärkern und HF-Bauelementen für 5G-Basisstationen, die den meisten Menschen verborgen bleiben. In den letzten Jahren dürfte der Durchbruch bei GaN-basierten Leistungshalbleitern für die Automobilindustrie dem Markt für GaN-Materialien neue Wachstumschancen eröffnen.
Die enorme Marktnachfrage wird die Entwicklung von GaN-bezogenen Industrien und Technologien mit Sicherheit vorantreiben. Mit der zunehmenden Reife und Verbesserung der GaN-bezogenen Wertschöpfungskette werden die Probleme der aktuellen GaN-Epitaxietechnologie letztendlich behoben oder überwunden sein. Zukünftig werden sicherlich weitere neue Epitaxietechnologien und verbesserte Substratoptionen entwickelt. Dadurch wird es möglich sein, je nach Anwendungsszenario die am besten geeignete externe Forschungstechnologie und das passende Substrat auszuwählen und so wettbewerbsfähige, kundenspezifische Produkte herzustellen.
Veröffentlichungsdatum: 28. Juni 2024