يُعد فرن نمو البلورات المعدات الأساسية لـكربيد السيليكوننمو البلورات. يشبه هذا الفرن فرن نمو البلورات التقليدي المصنوع من السيليكون البلوري. هيكل الفرن ليس معقدًا للغاية، ويتكون بشكل أساسي من جسم الفرن، ونظام التسخين، وآلية نقل الملفات، ونظام قياس الفراغ، ونظام مسار الغاز، ونظام التبريد، ونظام التحكم، وما إلى ذلك. يحدد المجال الحراري وظروف العملية المؤشرات الرئيسية لـبلورة كربيد السيليكونمثل الجودة والحجم والتوصيلية وما إلى ذلك.

من ناحية أخرى، درجة الحرارة أثناء نموبلورة كربيد السيليكونإنها مرتفعة للغاية ولا يمكن مراقبتها. لذلك، تكمن الصعوبة الرئيسية في العملية نفسها. وتتلخص الصعوبات الرئيسية فيما يلي:
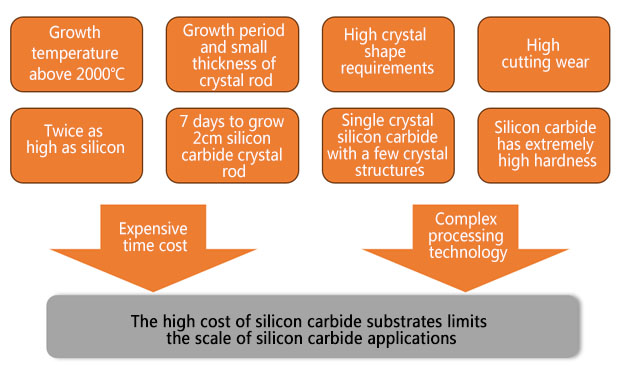
(1) صعوبة في التحكم في المجال الحراري:
تُعد مراقبة التجويف المغلق ذي درجة الحرارة العالية أمرًا صعبًا وغير قابل للتحكم. على عكس معدات نمو البلورات التقليدية القائمة على السيليكون والتي تعتمد على السحب المباشر للمحلول، والتي تتميز بدرجة عالية من الأتمتة وعملية نمو البلورات القابلة للملاحظة والتحكم، تنمو بلورات كربيد السيليكون في حيز مغلق في بيئة ذات درجة حرارة عالية تزيد عن 2000 درجة مئوية، ويجب التحكم بدقة في درجة حرارة النمو أثناء الإنتاج، مما يجعل التحكم في درجة الحرارة أمرًا صعبًا؛
(2) صعوبة في التحكم في شكل البلورة:
تُعدّ الأنابيب الدقيقة والشوائب متعددة الأشكال والانخلاعات وغيرها من العيوب شائعة الحدوث أثناء عملية النمو، وتؤثر هذه العيوب على بعضها البعض وتتطور فيما بينها. تُصنّف الأنابيب الدقيقة (MP) كعيوب نافذة يتراوح حجمها من عدة ميكرونات إلى عشرات الميكرونات، وهي عيوب قاتلة للأجهزة. تحتوي بلورات كربيد السيليكون الأحادية على أكثر من 200 شكل بلوري مختلف، ولكن عددًا قليلًا فقط من البنى البلورية (من النوع 4H) هي مواد أشباه الموصلات المطلوبة للإنتاج. من السهل حدوث تحول في الشكل البلوري أثناء عملية النمو، مما يؤدي إلى ظهور عيوب الشوائب متعددة الأشكال. لذلك، من الضروري التحكم بدقة في معايير مثل نسبة السيليكون إلى الكربون، وتدرج درجة حرارة النمو، ومعدل نمو البلورة، وضغط تدفق الهواء. بالإضافة إلى ذلك، يوجد تدرج حراري في المجال الحراري لنمو بلورات كربيد السيليكون الأحادية، مما يؤدي إلى إجهاد داخلي ذاتي والانخلاعات الناتجة (انخلاع المستوى القاعدي BPD، وانخلاع لولبي TSD، وانخلاع حافة TED) أثناء عملية نمو البلورة، وبالتالي يؤثر ذلك على جودة وأداء الترسيب الطبقي اللاحق والأجهزة.
(3) صعوبة مكافحة المنشطات:
يجب التحكم بدقة في إدخال الشوائب الخارجية للحصول على بلورة موصلة ذات تطعيم اتجاهي؛
(4) معدل نمو بطيء:
معدل نمو كربيد السيليكون بطيء للغاية. فبينما تحتاج مواد السيليكون التقليدية إلى ثلاثة أيام فقط لتنمو إلى قضيب بلوري، تحتاج قضبان كربيد السيليكون البلورية إلى سبعة أيام. وهذا يؤدي بطبيعة الحال إلى انخفاض كفاءة إنتاج كربيد السيليكون، وبالتالي إنتاج محدود للغاية.
من جهة أخرى، تتسم معايير نمو طبقات كربيد السيليكون فوق بعضها البعض بمتطلبات بالغة الدقة، تشمل إحكام إغلاق المعدات، واستقرار ضغط الغاز في حجرة التفاعل، والتحكم الدقيق في زمن إدخال الغاز، ودقة نسبة الغاز، والإدارة الصارمة لدرجة حرارة الترسيب. وبشكل خاص، مع تحسن مستوى مقاومة الجهد للجهاز، ازدادت صعوبة التحكم في المعايير الأساسية لرقاقة الطبقة فوق بعضها البعض بشكل ملحوظ. إضافةً إلى ذلك، مع ازدياد سمك الطبقة فوق بعضها البعض، أصبح التحكم في تجانس المقاومة الكهربائية وتقليل كثافة العيوب مع ضمان السمك المطلوب تحديًا رئيسيًا آخر. في نظام التحكم الكهربائي، من الضروري دمج أجهزة استشعار ومحركات عالية الدقة لضمان تنظيم مختلف المعايير بدقة وثبات. في الوقت نفسه، يُعد تحسين خوارزمية التحكم أمرًا بالغ الأهمية، إذ يجب أن تكون قادرة على تعديل استراتيجية التحكم في الوقت الفعلي وفقًا لإشارة التغذية الراجعة للتكيف مع مختلف التغيرات في عملية نمو طبقات كربيد السيليكون فوق بعضها البعض.
الصعوبات الرئيسية فيركيزة من كربيد السيليكونتصنيع:
تاريخ النشر: 7 يونيو 2024