1. PECVDボートとは何ですか?
1.1 定義と主要機能
PECVDボート(プラズマ強化化学気相成長装置)は、PECVDプロセスにおいてウェーハや基板を搬送するために使用される主要な装置です。高温(300~600℃)、プラズマ活性化、腐食性ガス(SiH₄、NH₃など)の環境下で安定して動作する必要があります。主な機能は以下のとおりです。
● 精密な位置決め:ウェーハ間隔を均一にし、コーティングの干渉を回避します。
● 熱場制御:温度分布を最適化し、フィルムの均一性を向上させます。
● 汚染防止バリア:プラズマを装置内部から隔離し、金属汚染のリスクを低減します。
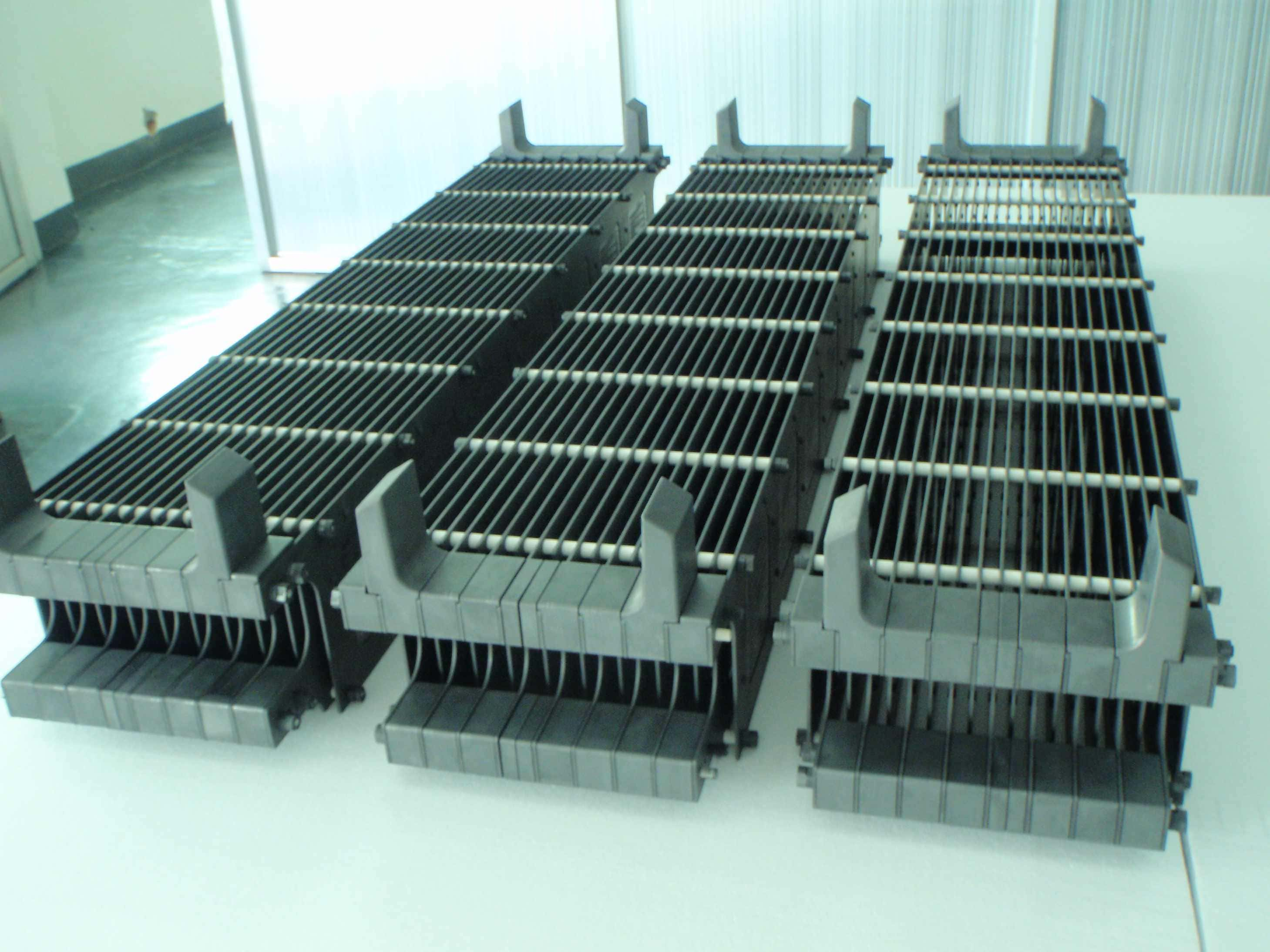
1.2 代表的な構造と材料
材料の選択:
● グラファイトボート(主流の選択肢):熱伝導率が高く、耐熱性が高く、低コストですが、ガス腐食を防ぐためにコーティングが必要です。
●石英製のボート:極めて高純度で耐薬品性に優れているが、非常に脆く高価である。
●セラミックス(Al₂O₃など):耐摩耗性に優れ、高周波製造に適しているが、熱伝導率が低い。
主な設計上の特徴:
● スロット間隔:ウェハの厚さに合わせる(例えば、0.3~1mmの公差)。
●空気流路設計:反応ガスの分布を最適化し、端部効果を低減する。
●表面コーティング:耐用年数を延ばすために、一般的なSiC、TaC、またはDLC(ダイヤモンドライクカーボン)コーティングが施されます。
2. なぜPECVDボートの性能に注目する必要があるのでしょうか?
2.1 プロセス収率に直接影響を与える4つの主要な要因
✔ 公害対策:
ボート本体に含まれる不純物(鉄やナトリウムなど)は高温で揮発し、フィルムにピンホールや漏れを引き起こす。
コーティングの剥離は粒子を混入させ、コーティングの欠陥を引き起こします(例えば、0.3μmを超える粒子はバッテリー効率を0.5%低下させる可能性があります)。
✔ 熱場の均一性:
PECVDグラファイトボートの熱伝導が不均一だと、膜厚にばらつきが生じます(例えば、均一性要件が±5%の場合、温度差は10℃未満である必要があります)。
✔ プラズマ対応:
不適切な材料を使用すると、異常放電が発生し、ウェハーやデバイスの電極が損傷する可能性があります。
✔ 耐用年数とコスト:
低品質の船体は頻繁に(例えば月に一度)交換する必要があり、年間維持費が高額になる。
3. PECVDボートの選び方、使い方、メンテナンス方法
3.1 3段階の選定方法
ステップ1:プロセスパラメータを明確にする
● 温度範囲:450℃以下ではグラファイト+SiCコーティングを選択でき、600℃以上では石英またはセラミックが必要です。
●ガスの種類:Cl2やF-などの腐食性ガスを含む場合は、高密度コーティングを使用する必要があります。
●ウェハーサイズ:8インチ/12インチのボート構造の強度は大きく異なるため、的を絞った設計が必要です。
ステップ2:パフォーマンス指標を評価する
主要指標:
●表面粗さ(Ra):≤0.8μm(接触面は≤0.4μmである必要があります)
●塗膜の密着強度:15MPa以上(ASTM C633規格)
●高温変形(600℃):≤0.1mm/m(24時間試験)
ステップ3:互換性を確認する
● 装置の適合性:AMAT Centura、centrotherm PECVDなどの主流モデルとのインターフェースサイズを確認してください。
●試作テスト:コーティングの均一性(膜厚の標準偏差<3%)を確認するために、50~100個の小ロットテストを実施することをお勧めします。
3.2 使用とメンテナンスに関するベストプラクティス
動作仕様:
✔事前洗浄プロセス:
● 初めて使用する前に、Xinzhouの表面に吸着した不純物を除去するために、30分間Arプラズマを照射する必要があります。
●各バッチの処理後、有機残留物を除去するためにSC1(NH₄OH:H₂O₂:H₂O=1:1:5)を使用して洗浄します。
✔ タブーの読み込み:
●過積載は禁止されています(例えば、最大積載量は50個と設計されていますが、拡張のためのスペースを確保するため、実際の積載量は45個以下にする必要があります)。
●プラズマ端部効果を防ぐため、ウェーハの端はボートタンクの端から2mm以上離れている必要がある。
✔ 寿命を延ばすためのヒント
● コーティングの補修:表面粗さRa>1.2μmの場合、CVDによりSiCコーティングを再成膜できます(交換よりもコストが40%低くなります)。
✔ 定期的な検査:
●毎月:白色光干渉法を用いて塗膜の完全性を確認する。
●四半期ごと:XRDを用いてボートの結晶化度を分析する(結晶相が5%を超える石英ウェハーボートは交換する必要がある)。
4. よくある問題点は何ですか?
Q1:PECVDボートLPCVDプロセスで使用されるのでしょうか?
A:お勧めしません!LPCVDは高温(通常800~1100℃)で、より高いガス圧に耐える必要があります。そのため、温度変化に強い材料(例えば、等方性黒鉛)を使用する必要があり、スロット設計では熱膨張補償を考慮する必要があります。
Q2:船体に不具合が生じたかどうかを判断するにはどうすればよいですか?
A:以下の症状が現れた場合は、直ちに使用を中止してください。
ひび割れや塗膜の剥がれは肉眼で確認できます。
ウェーハコーティングの均一性の標準偏差が、3バッチ連続で5%を超えている。
プロセスチャンバー内の真空度が10%以上低下した。
Q3:グラファイト製ボートとクォーツ製ボート、どちらを選ぶべきか?
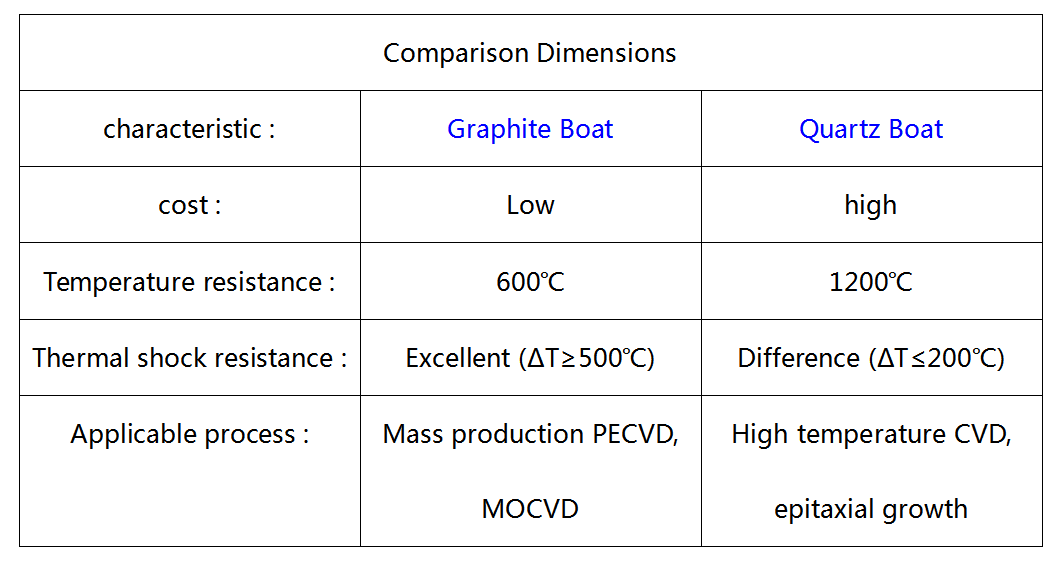
結論:グラファイト製のボートは大量生産の場面で好まれる一方、石英製のボートは科学研究や特殊な工程に適していると考えられる。
結論:
しかし、PECVDボートは主要設備ではありませんが、プロセス安定性の「静かな守護者」です。選定からメンテナンスに至るまで、あらゆる細部が歩留まり向上の重要な突破口となる可能性があります。このガイドが、技術的な難解さを解消し、コスト削減と効率向上に最適なソリューションを見つける一助となれば幸いです。
投稿日時:2025年3月6日