தயாரிப்புத் தகவல்கள் மற்றும் ஆலோசனைக்காக எங்கள் வலைத்தளத்திற்கு வருக.
எங்கள் வலைத்தளம்:https://www.vet-china.com/
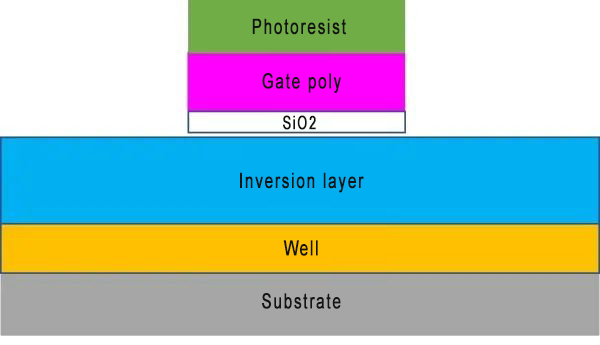
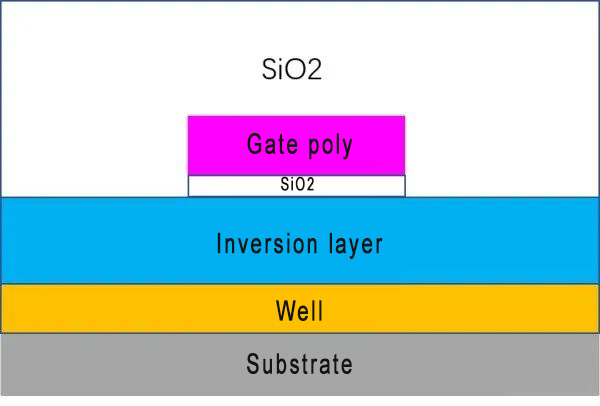
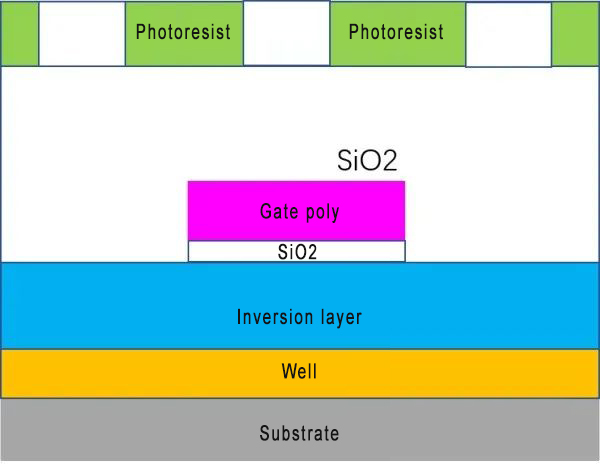
பாலி மற்றும் SiO2-ஐ பொறித்தல்:
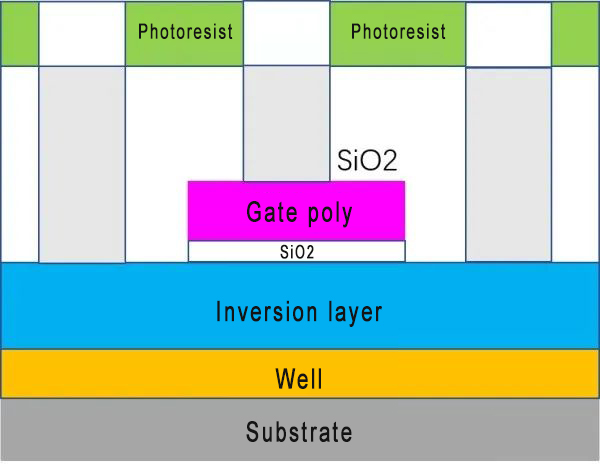
இதற்குப் பிறகு, அதிகப்படியான பாலி மற்றும் SiO2 ஆகியவை அரிக்கப்பட்டு, அதாவது அகற்றப்படுகின்றன. இந்த நேரத்தில், திசைசார்ந்தசெதுக்குதல்பயன்படுத்தப்படுகிறது. செதுக்கு வேலைப்பாட்டின் வகைப்பாட்டில், திசைசார் செதுக்கு வேலைப்பாடு மற்றும் திசைசாரா செதுக்கு வேலைப்பாடு என வகைப்பாடு உள்ளது. திசைசார் செதுக்கு வேலைப்பாடு என்பதுசெதுக்குதல்ஒரு குறிப்பிட்ட திசையில் செய்யப்படும் அரித்தலுக்கு, திசையற்ற அரித்தலும் திசையற்றதே ஆகும் (நான் தற்செயலாக அதிகமாகச் சொல்லிவிட்டேன். சுருக்கமாகச் சொன்னால், குறிப்பிட்ட அமிலங்கள் மற்றும் காரங்களைப் பயன்படுத்தி ஒரு குறிப்பிட்ட திசையில் SiO2-ஐ அகற்றுவதே இதுவாகும்). இந்த எடுத்துக்காட்டில், SiO2-ஐ அகற்ற நாம் கீழ்நோக்கிய திசை அரித்தலைப் பயன்படுத்துகிறோம், அது இவ்வாறு ஆகிறது.
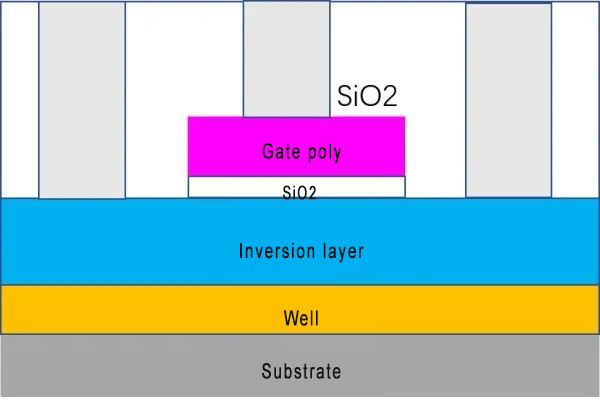
இறுதியாக, போட்டோரெசிஸ்ட்டை அகற்றவும். இந்த நேரத்தில், போட்டோரெசிஸ்ட்டை அகற்றும் முறையானது, மேலே குறிப்பிட்ட ஒளிக்கதிர் வீச்சு மூலம் செயல்படுத்துவது அல்ல, மாறாக மற்ற முறைகள் மூலமாகும். ஏனெனில், இந்த நேரத்தில் நாம் ஒரு குறிப்பிட்ட அளவை வரையறுக்கத் தேவையில்லை, மாறாக அனைத்து போட்டோரெசிஸ்ட்டையும் அகற்ற வேண்டும். இறுதியாக, அது பின்வரும் படத்தில் காட்டப்பட்டுள்ளபடி ஆகிறது.
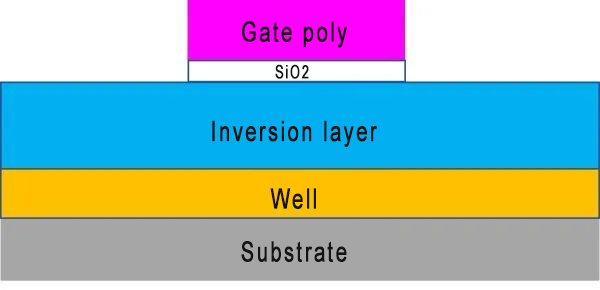
இவ்வாறு, பாலி SiO2-இன் குறிப்பிட்ட இருப்பிடத்தைத் தக்கவைக்கும் நோக்கத்தை நாம் அடைந்துள்ளோம்.
ஆதாரம் மற்றும் வடிகால் உருவாக்கம்:
இறுதியாக, சோர்ஸ் மற்றும் டிரெய்ன் எவ்வாறு உருவாகின்றன என்பதைப் பார்ப்போம். கடந்த இதழில் நாம் இதைப் பற்றிப் பேசியது அனைவருக்கும் இன்னும் நினைவிருக்கும். சோர்ஸ் மற்றும் டிரெய்ன் ஆகியவை ஒரே வகையான தனிமங்களைக் கொண்டு அயனிப் பதியீடு செய்யப்படுகின்றன. இந்த நேரத்தில், N வகை அயனிப் பதியீடு செய்யப்பட வேண்டிய சோர்ஸ்/டிரெய்ன் பகுதியைத் திறக்க, நாம் போட்டோரெசிஸ்ட்டைப் பயன்படுத்தலாம். நாம் NMOS-ஐ ஒரு உதாரணமாக மட்டுமே எடுத்துக்கொள்வதால், பின்வரும் படத்தில் காட்டப்பட்டுள்ளபடி, மேலே உள்ள படத்தில் உள்ள அனைத்துப் பகுதிகளும் திறக்கப்படும்.
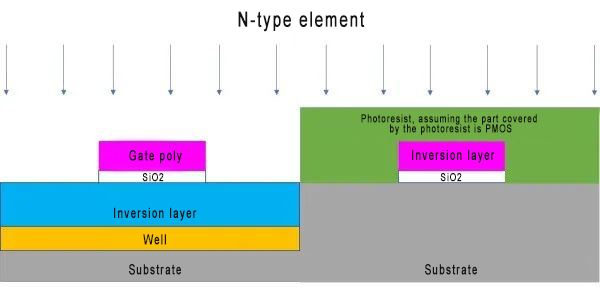
போட்டோரெசிஸ்ட்டால் மூடப்பட்ட பகுதியில் ஒளி பதிக்க முடியாததால், தேவைப்படும் NMOS-இல் மட்டுமே N-வகை கூறுகள் பதிக்கப்படும். பாலிக்குக் கீழே உள்ள அடிமூலக்கூறு, பாலி மற்றும் SiO2-ஆல் தடுக்கப்படுவதால், அதில் ஒளி பதிக்கப்படாது. எனவே, இது இவ்வாறு ஆகிறது.
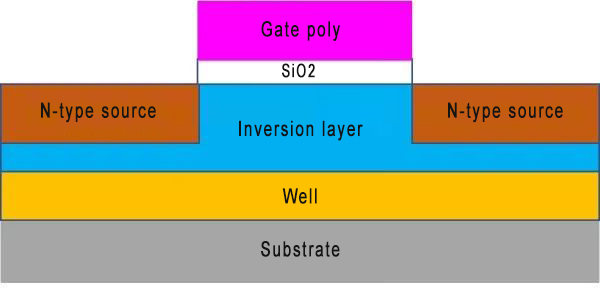
இந்த நிலையில், ஒரு எளிய MOS மாதிரி உருவாக்கப்பட்டுள்ளது. கோட்பாட்டளவில், சோர்ஸ், டிரெய்ன், பாலி மற்றும் சப்ஸ்ட்ரேட் ஆகியவற்றில் மின்னழுத்தம் சேர்க்கப்பட்டால், இந்த MOS செயல்படும். ஆனால், நம்மால் ஒரு ப்ரோபை எடுத்து சோர்ஸ் மற்றும் டிரெய்னில் நேரடியாக மின்னழுத்தத்தைச் சேர்க்க முடியாது. இந்த நிலையில், MOS வயரிங் தேவைப்படுகிறது; அதாவது, இந்த MOS-இல் பல MOS-களை ஒன்றாக இணைக்க கம்பிகளை இணைக்க வேண்டும். வயரிங் செயல்முறையைப் பார்ப்போம்.
தயாரிப்பு முறை:
கீழே உள்ள படத்தில் காட்டப்பட்டுள்ளபடி, முதல் படியாக முழு MOS-ஐயும் SiO2 படலத்தால் மூட வேண்டும்:
நிச்சயமாக, இந்த SiO2 CVD முறையில் தயாரிக்கப்படுகிறது, ஏனெனில் இது மிகவும் வேகமானது மற்றும் நேரத்தை மிச்சப்படுத்துகிறது. அடுத்து வருவது போட்டோரெசிஸ்ட்டைப் பதித்து, வெளிச்சத்திற்கு உட்படுத்தும் செயல்முறையாகும். இறுதியில், இது இப்படித் தெரிகிறது.
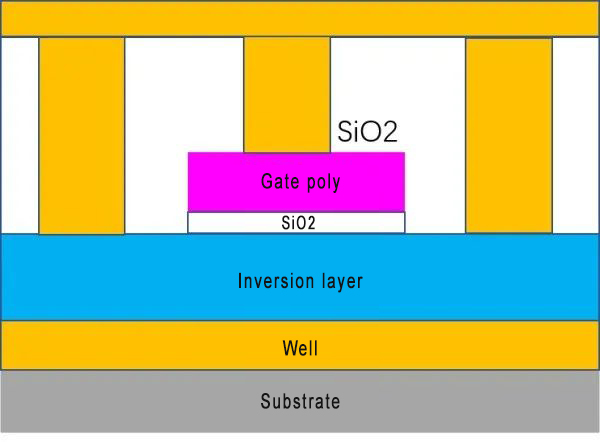
பின்னர், கீழே உள்ள படத்தில் சாம்பல் நிறப் பகுதியில் காட்டப்பட்டுள்ளபடி, அரித்தல் முறையைப் பயன்படுத்தி SiO2 மீது ஒரு துளையை அரிக்கவும். இந்தத் துளையின் ஆழம் Si மேற்பரப்பை நேரடியாகத் தொடுகிறது.
இறுதியாக, போட்டோரெசிஸ்ட்டை அகற்றி, பின்வரும் தோற்றத்தைப் பெறுங்கள்.
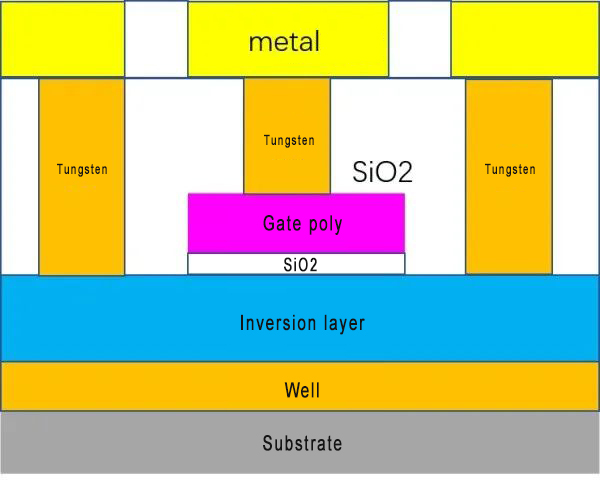
இந்த நிலையில், இந்தத் துளையில் கடத்தியை நிரப்ப வேண்டும். இந்தக் கடத்தி என்றால் என்ன? ஒவ்வொரு நிறுவனமும் மாறுபடும், அவற்றில் பெரும்பாலானவை டங்ஸ்டன் கலப்புலோகங்கள். அப்படியிருக்க, இந்தத் துளையை எப்படி நிரப்புவது? PVD (Physical Vapor Deposition) முறை பயன்படுத்தப்படுகிறது, அதன் கொள்கை கீழே உள்ள படத்தைப் போன்றது.
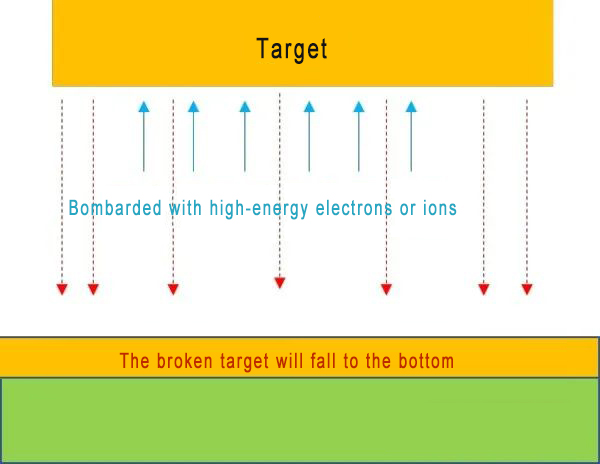
உயர் ஆற்றல் கொண்ட எலக்ட்ரான்கள் அல்லது அயனிகளைக் கொண்டு இலக்குப் பொருளின் மீது மோதும்போது, சிதைந்த இலக்குப் பொருள் அணுக்களின் வடிவில் கீழே விழுந்து, அதன் அடியில் ஒரு மேற்பூச்சை உருவாக்கும். நாம் வழக்கமாகச் செய்திகளில் காணும் இலக்குப் பொருள் என்பது இங்குள்ள இலக்குப் பொருளையே குறிக்கிறது.
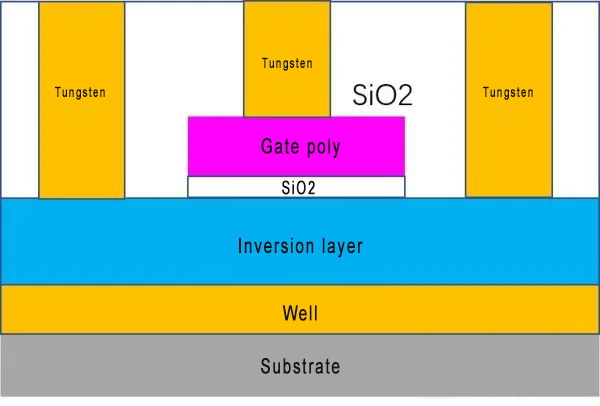
குழியை நிரப்பிய பிறகு, இது இப்படித் தெரிகிறது.
நிச்சயமாக, நாம் அதை நிரப்பும்போது, பூச்சின் தடிமனை துளையின் ஆழத்திற்குச் சரியாகச் சமமாக இருக்குமாறு கட்டுப்படுத்துவது சாத்தியமற்றது, அதனால் சிறிதளவு உபரி இருக்கும். எனவே, நாங்கள் CMP (Chemical Mechanical Polishing) தொழில்நுட்பத்தைப் பயன்படுத்துகிறோம். இது கேட்பதற்கு மிகவும் உயர்தரமானதாகத் தோன்றினாலும், உண்மையில் இது அரைத்தல் (grinding) ஆகும்; அதாவது, அதிகப்படியான பகுதிகளை அரைத்து அகற்றுவதாகும். இதன் விளைவு இதுபோல இருக்கும்.
இந்தக் கட்டத்தில், நாம் ஒரு துளை அடுக்கின் உற்பத்தியை நிறைவு செய்துள்ளோம். நிச்சயமாக, இந்தத் துளை உற்பத்தியானது, முக்கியமாகப் பின்னால் உள்ள உலோக அடுக்கின் வயரிங்கிற்காகவே செய்யப்படுகிறது.
உலோக அடுக்கு உற்பத்தி:
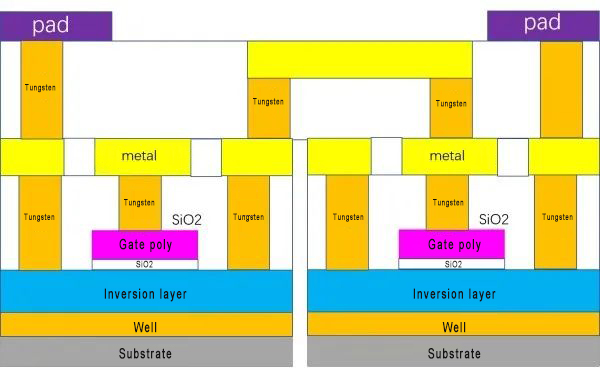
மேற்கூறிய நிபந்தனைகளின் கீழ், மற்றொரு உலோக அடுக்கைப் படியவைக்க நாம் PVD முறையைப் பயன்படுத்துகிறோம். இந்த உலோகம் முக்கியமாக செம்பு அடிப்படையிலான ஒரு கலப்புலோகமாகும்.
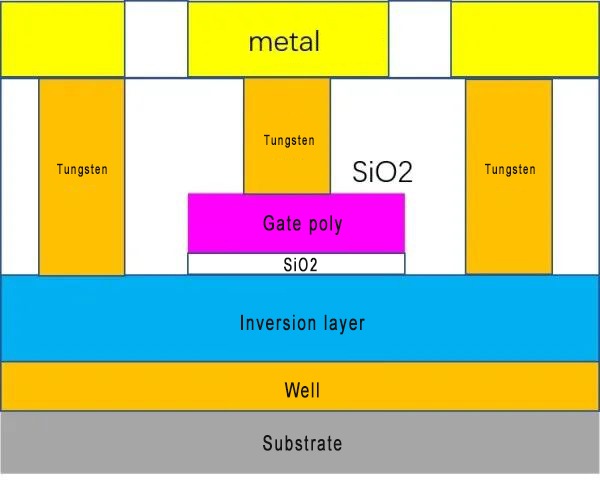
பிறகு, வெளிச்சத்தில் காட்டி, செதுக்கிய பின், நமக்குத் தேவையானதைப் பெறுகிறோம். பின்னர், நமது தேவைகள் பூர்த்தியாகும் வரை தொடர்ந்து அடுக்கிக்கொண்டே செல்கிறோம்.
நாங்கள் தளவமைப்பை வரையும்போது, பயன்படுத்தப்படும் செயல்முறையின் மூலம் அதிகபட்சமாக எத்தனை உலோக அடுக்குகளை அடுக்க முடியும் என்பதை உங்களுக்குத் தெரிவிப்போம்.
இறுதியாக, நமக்கு இந்த அமைப்பு கிடைக்கிறது. மேல்புறத்தில் உள்ள பேட் இந்த சிப்பின் பின் ஆகும், மேலும் பேக்கேஜிங்கிற்குப் பிறகு, அது நாம் காணும் பின்னாக மாறுகிறது (நிச்சயமாக, நான் இதைத் தோராயமாக வரைந்தேன், இதற்கு எந்த நடைமுறை முக்கியத்துவமும் இல்லை, இது வெறும் உதாரணத்திற்காக மட்டுமே).
இது ஒரு சில்லு தயாரிப்பதற்கான பொதுவான செயல்முறையாகும். இந்த இதழில், குறைக்கடத்தி வார்ப்பகத்தில் உள்ள மிக முக்கியமான எக்ஸ்போஷர், எச்சிங், அயன் இம்ப்ளாண்டேஷன், ஃபர்னஸ் டியூப்ஸ், CVD, PVD, CMP போன்றவற்றைப் பற்றி நாம் அறிந்து கொண்டோம்.
பதிவிட்ட நேரம்: ஆகஸ்ட் 23, 2024