Le graphite spécial est un graphite de haute pureté, de haute densité et de haute résistance.graphiteCe matériau présente une excellente résistance à la corrosion, une grande stabilité thermique et une conductivité électrique remarquable. Fabriqué à partir de graphite naturel ou synthétique après traitement thermique à haute température et mise en forme sous haute pression, il est couramment utilisé dans les applications industrielles en environnements corrosifs et à haute température.
Il peut être divisé en différents types, notamment isostatique.blocs de graphiteblocs de graphite extrudé, moulésblocs de graphiteet vibréblocs de graphite.
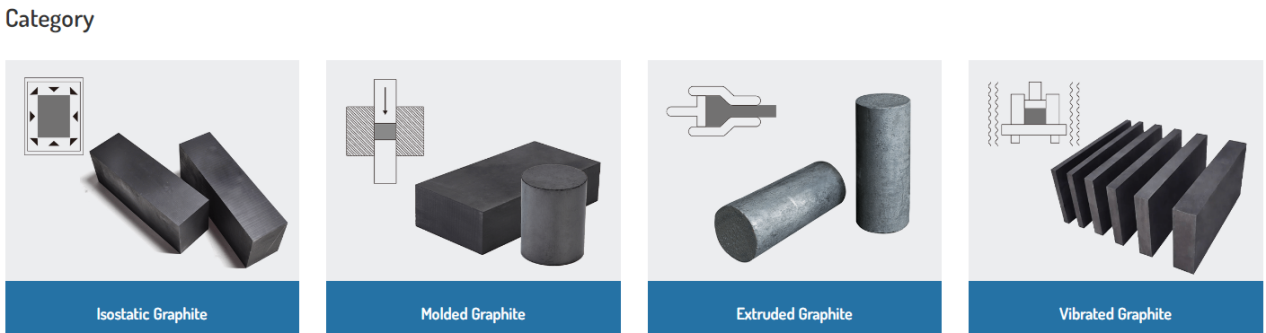
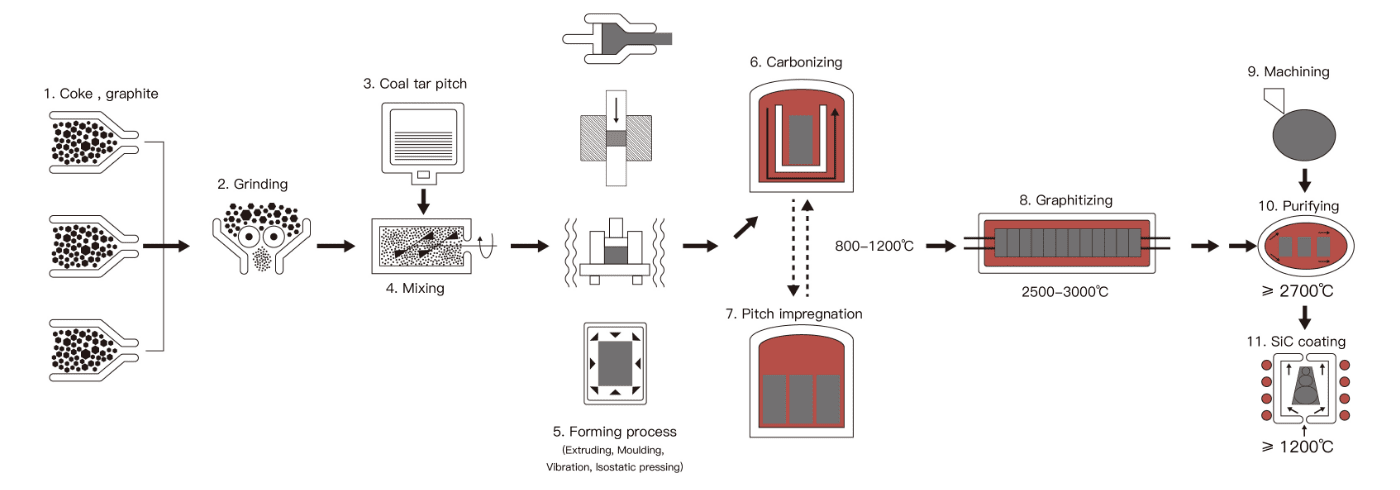
Technologies de fabrication :
GraphiteLe graphite est un élément non métallique unique, composé d'atomes de carbone agencés selon une structure cristalline hexagonale. Matériau tendre et cassant, il est couramment utilisé dans diverses applications industrielles grâce à ses propriétés exceptionnelles. Le graphite conserve sa résistance et sa stabilité même à des températures supérieures à 3 600 °C. Je vais maintenant vous présenter le procédé de fabrication du graphite spécial.
graphite isostatiqueLe graphite, fabriqué à partir de graphite de haute pureté par pressage, est un matériau irremplaçable utilisé dans la fabrication de fours monocristallins, de cristalliseurs en graphite pour la coulée continue de métaux et d'électrodes en graphite pour l'usinage par électroérosion. Outre ces applications principales, il est largement utilisé dans les domaines des alliages durs (éléments chauffants pour fours sous vide, plaques de frittage, etc.), des mines (fabrication de moules pour forets), de l'industrie chimique (échangeurs de chaleur, pièces anticorrosion), de la métallurgie (creusets) et de la mécanique (garnitures mécaniques).

Technologie de moulage
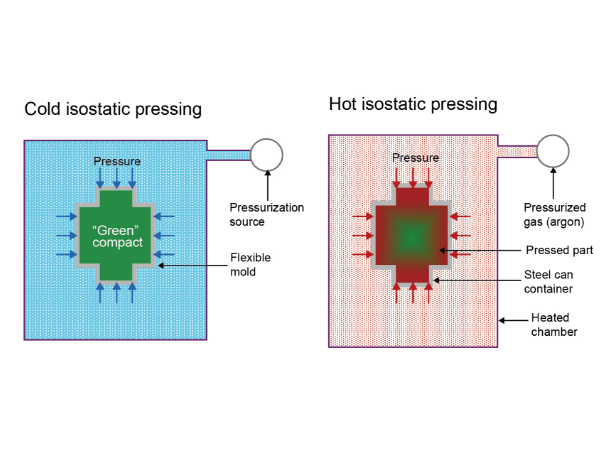
Le principe de la technologie de pressage isostatique repose sur la loi de Pascal. Elle transforme la compression unidirectionnelle (ou bidirectionnelle) du matériau en une compression multidirectionnelle (omnidirectionnelle). Durant ce processus, les particules de carbone demeurent désordonnées et la densité volumique est relativement uniforme, présentant des propriétés isotropes. De plus, le procédé est indépendant de la hauteur du produit, ce qui confère au graphite isostatique des performances quasi identiques.
Selon la température de formage et de solidification, la technologie de pressage isostatique se divise en pressage isostatique à froid, à tiède et à chaud. Les produits obtenus par pressage isostatique présentent une densité élevée, généralement de 5 % à 15 % supérieure à celle des produits obtenus par moulage unidirectionnel ou bidirectionnel. La densité relative des produits pressés par isostatique peut atteindre 99,8 % à 99,09 %.
Le graphite moulé présente des performances exceptionnelles en termes de résistance mécanique, de résistance à l'abrasion, de densité, de dureté et de conductivité électrique, et ces performances peuvent être encore améliorées par imprégnation de résine ou de métal.
Le graphite moulé présente une bonne conductivité électrique, une résistance aux hautes températures, une résistance à la corrosion, une grande pureté, une autolubrification, une résistance aux chocs thermiques et un usinage de précision facile, et est largement utilisé dans les domaines de la coulée continue, des alliages durs et du frittage de matrices électroniques, de l'étincelle électrique, des joints mécaniques, etc.

Technologie de moulage
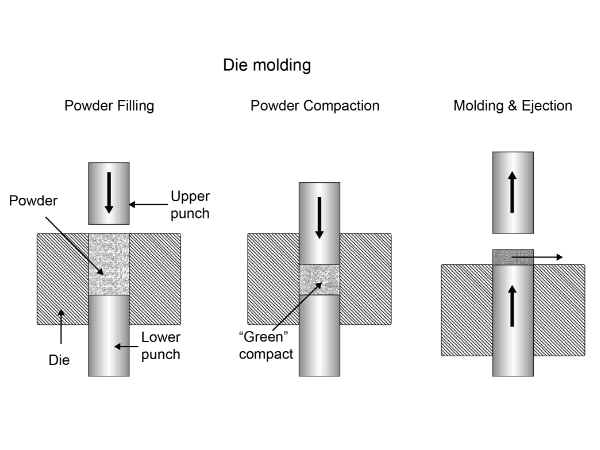
Le moulage est généralement utilisé pour produire des pièces en graphite pressé à froid de petite taille ou des produits à structure fine. Le principe consiste à verser une certaine quantité de pâte dans un moule de la forme et des dimensions souhaitées, puis à appliquer une pression par le haut ou par le bas. Parfois, une pression est appliquée dans les deux sens afin de comprimer la pâte et de lui donner la forme voulue. Le produit semi-fini ainsi obtenu est ensuite démoulé, refroidi, contrôlé et empilé.
Il existe des machines de moulage verticales et horizontales. Le moulage par injection ne permet généralement de presser qu'une seule pièce à la fois, ce qui limite son rendement. Cependant, il permet de fabriquer des pièces de haute précision, impossibles à réaliser avec d'autres technologies. De plus, le rendement peut être amélioré grâce au pressage simultané de plusieurs moules et à l'automatisation des lignes de production.
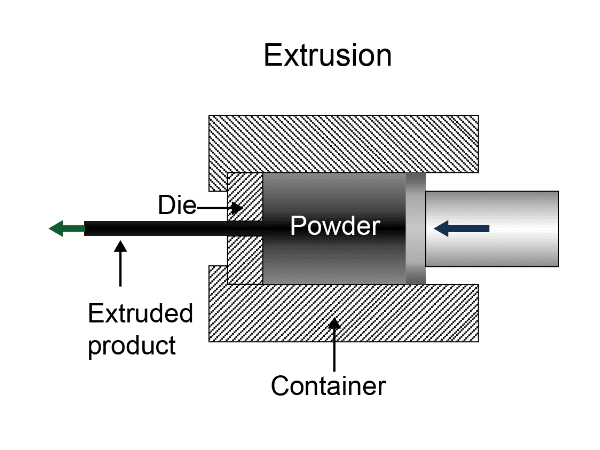
Le graphite extrudé est obtenu en mélangeant des particules de graphite de haute pureté avec un liant, puis en les extrudant. Comparé au graphite isostatique, le graphite extrudé présente une granulométrie plus grossière et une résistance mécanique moindre, mais une conductivité thermique et électrique supérieure.
Actuellement, la plupart des produits en carbone et en graphite sont fabriqués par extrusion. Ils sont principalement utilisés comme éléments chauffants et composants thermoconducteurs dans les procédés de traitement thermique à haute température. De plus, les blocs de graphite peuvent également servir d'électrodes pour le transfert de courant lors de l'électrolyse. Par conséquent, ils sont largement utilisés comme joints mécaniques, matériaux thermoconducteurs et matériaux d'électrodes dans des environnements extrêmes tels que les hautes températures, les hautes pressions et les vitesses élevées.
Technologie de moulage
Le procédé d'extrusion consiste à charger la pâte dans le cylindre de la presse et à l'extruder. La presse est équipée d'un anneau d'extrusion interchangeable (permettant de modifier la forme et la taille de la section transversale du produit) placé à l'avant, et d'un déflecteur mobile devant cet anneau. Le piston principal de la presse est situé derrière le cylindre de pâte.
Avant d'appliquer la pression, placez un déflecteur devant l'anneau d'extrusion et appliquez une pression dans le sens opposé pour comprimer la pâte. Une fois le déflecteur retiré et la pression maintenue, la pâte est extrudée de l'anneau. Découpez la bande extrudée à la longueur souhaitée, laissez-la refroidir et contrôlez-la avant de l'empiler. L'extrusion est un procédé de production semi-continu : après l'ajout d'une certaine quantité de pâte, plusieurs produits (blocs de graphite, matériaux graphitiques) peuvent être extrudés en continu.
Actuellement, la plupart des produits en carbone et en graphite sont fabriqués par extrusion.
Le graphite vibré possède une structure uniforme et une granulométrie moyenne. De plus, sa faible teneur en cendres, sa résistance mécanique accrue et sa bonne stabilité électrique et thermique lui valent une grande popularité, et il est largement utilisé pour l'usinage de pièces de grandes dimensions. Il peut être encore renforcé par imprégnation de résine ou par traitement anti-oxydation.
Il est largement utilisé comme élément chauffant et isolant dans la production de fours à polysilicium et à silicium monocristallin pour l'industrie photovoltaïque. Il est également couramment employé dans la fabrication de hottes chauffantes, de composants d'échangeurs de chaleur, de creusets de fusion et de coulée, dans la construction de nœuds utilisés dans les procédés électrolytiques, ainsi que dans la fabrication de creusets pour la fusion et l'alliage.
Technologie de moulage
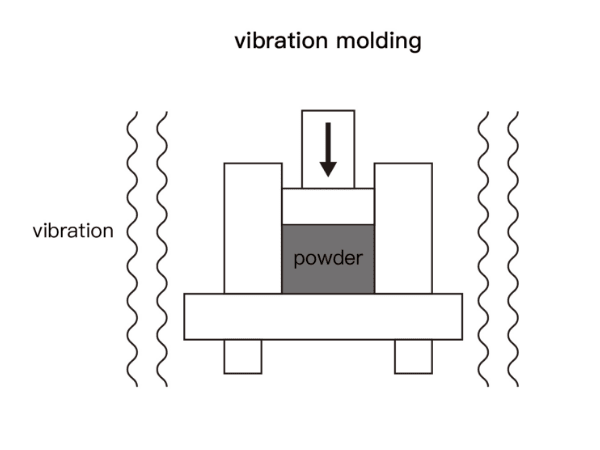
Le principe de fabrication du graphite vibré consiste à remplir un moule d'une pâte, puis à y placer une plaque métallique épaisse. L'étape suivante consiste à compacter le matériau par vibration du moule. Comparé au graphite extrudé, le graphite obtenu par vibration présente une isotropie plus élevée. Les produits en graphite sont généralement fabriqués par extrusion.
Date de publication : 17 juin 2024