Специальный графит отличается высокой чистотой, высокой плотностью и высокой прочностью.графитЭтот материал обладает превосходной коррозионной стойкостью, высокой термостойкостью и отличной электропроводностью. Он изготавливается из природного или искусственного графита после высокотемпературной термообработки и обработки под высоким давлением и широко используется в промышленности в условиях высоких температур, высокого давления и агрессивных сред.
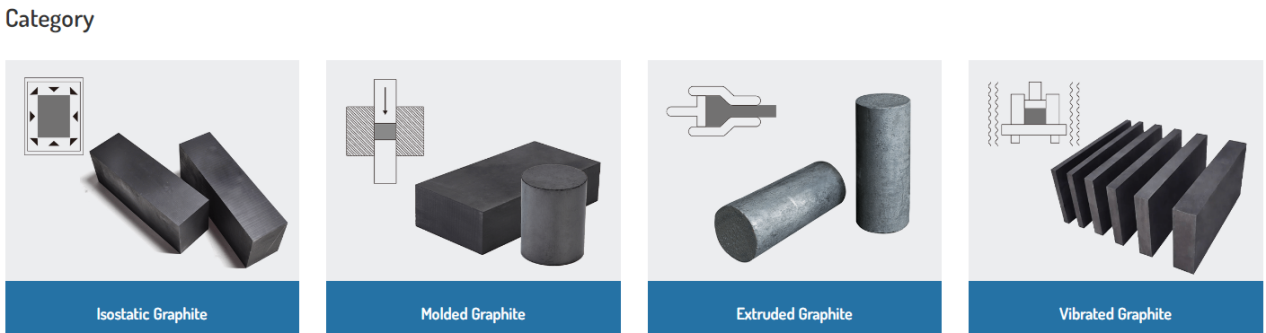
Его можно разделить на различные типы, включая изостатический.графитовые блокиэкструдированные графитовые блоки, формованныеграфитовые блокии вибрировалграфитовые блоки.
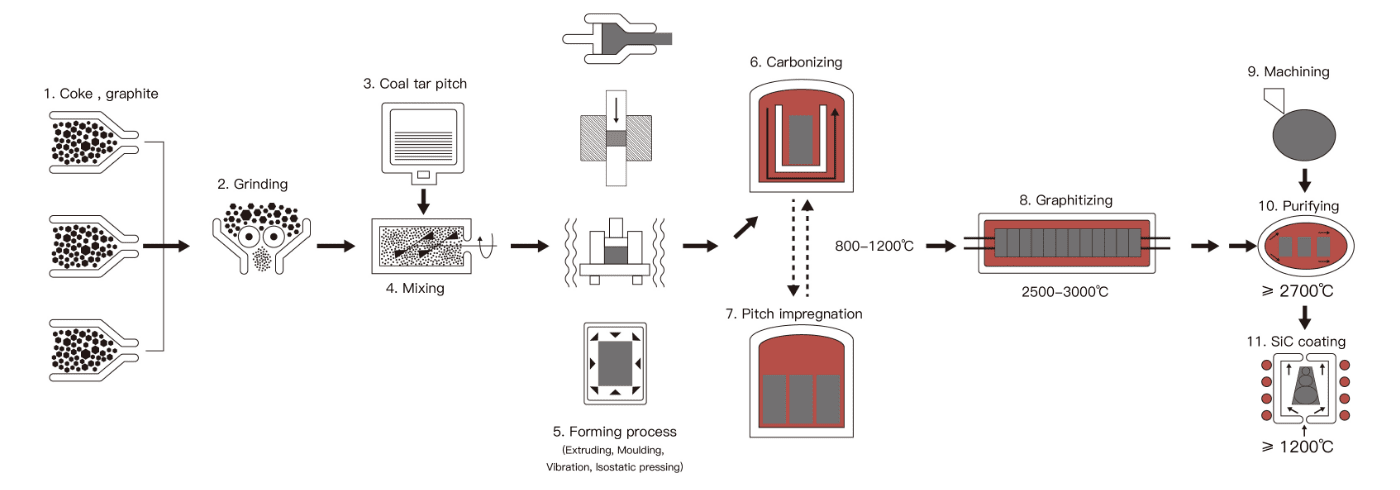
Производственные технологии:
ГрафитГрафит — уникальный неметаллический элемент, состоящий из атомов углерода, расположенных в гексагональной решетке. Это мягкий и хрупкий материал, широко используемый в различных отраслях промышленности благодаря своим уникальным свойствам. Графит способен сохранять свою прочность и стабильность даже при температурах выше 3600 °C. Теперь позвольте мне рассказать о процессе производства особого графита.
Изостатический графитГрафит, получаемый методом прессования из высокочистого графита, является незаменимым материалом, используемым в производстве монокристаллических печей, кристаллизаторов непрерывного литья металлов и графитовых электродов для электроэрозионной обработки. Помимо этих основных применений, он широко используется в области твердых сплавов (нагреватели вакуумных печей, спекательные пластины и т. д.), горнодобывающей промышленности (изготовление форм для буровых долот), химической промышленности (теплообменники, коррозионностойкие детали), металлургии (тигли) и машиностроения (механические уплотнения).

Технология литья
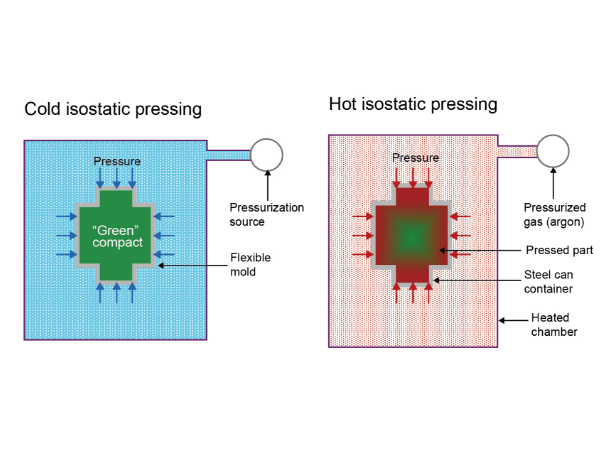
Принцип технологии изостатического прессования основан на законе Паскаля. Он преобразует однонаправленное (или двунаправленное) сжатие материала в многонаправленное (всенаправленное) сжатие. В процессе частицы углерода всегда находятся в неупорядоченном состоянии, а объемная плотность относительно однородна и обладает изотропными свойствами. Кроме того, это не зависит от высоты изделия, поэтому изостатический графит практически не имеет различий в характеристиках.
В зависимости от температуры, при которой происходит формование и затвердевание, технология изостатического прессования может быть разделена на холодное изостатическое прессование, теплое изостатическое прессование и горячее изостатическое прессование. Изделия, полученные изостатическим прессованием, обладают высокой плотностью, обычно на 5–15% выше, чем изделия, полученные однонаправленным или двунаправленным прессованием. Относительная плотность изделий, полученных изостатическим прессованием, может достигать 99,8–99,09%.
Формованный графит обладает выдающимися характеристиками по механической прочности, износостойкости, плотности, твердости и электропроводности, и эти характеристики могут быть дополнительно улучшены путем пропитки смолой или металлом.
Формованный графит обладает хорошей электропроводностью, высокой термостойкостью, коррозионной стойкостью, высокой чистотой, самосмазывающими свойствами, термостойкостью и легкостью точной обработки, и широко используется в таких областях, как непрерывное литье, спекание твердых сплавов и электронных штампов, электроэрозионная обработка, механические уплотнения и т. д.

Технология литья
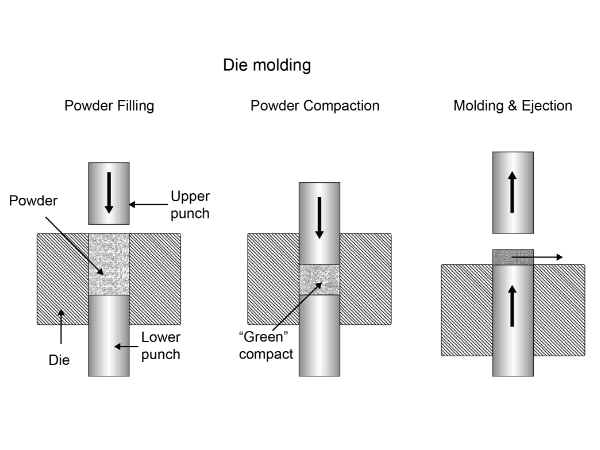
Метод формования обычно используется для производства мелкозернистого графита холодного прессования или мелкоструктурированных изделий. Принцип заключается в заполнении определенного количества пасты в форму требуемой формы и размера, а затем в приложении давления сверху или снизу. Иногда давление применяется с обеих сторон для сжатия пасты в форме. Затем прессованный полуфабрикат извлекается из формы, охлаждается, проверяется и укладывается в стопки.
Существуют как вертикальные, так и горизонтальные формовочные машины. Метод формования, как правило, позволяет прессовать только одно изделие за раз, поэтому он имеет относительно низкую производительность. Однако он позволяет производить высокоточные изделия, недоступные при использовании других технологий. Более того, производительность может быть повышена за счет одновременного прессования нескольких пресс-форм и автоматизированных производственных линий.
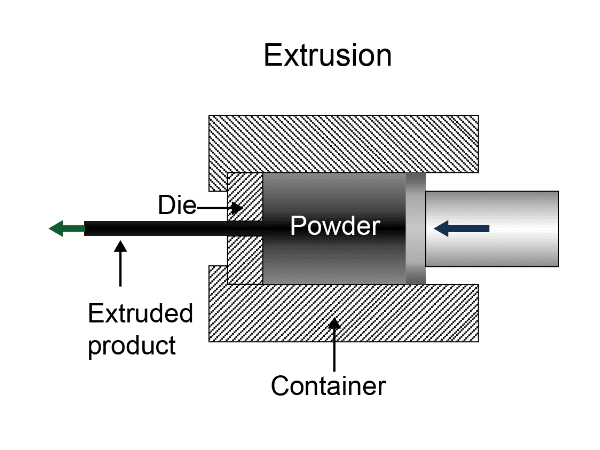
Экструдированный графит получают путем смешивания частиц графита высокой чистоты со связующим веществом и последующей экструзии в экструдере. По сравнению с изостатическим графитом, экструдированный графит имеет более крупный размер зерна и меньшую прочность, но обладает более высокой тепло- и электропроводностью.
В настоящее время большинство изделий из углерода и графита производятся методом экструзии. Они в основном используются в качестве нагревательных элементов и теплопроводящих компонентов в процессах высокотемпературной термообработки. Кроме того, графитовые блоки могут также использоваться в качестве электродов для передачи тока в процессах электролиза. Поэтому они широко применяются в качестве механических уплотнений, теплопроводящих материалов и электродных материалов в экстремальных условиях, таких как высокие температуры, высокое давление и высокие скорости.
Технология литья
Метод экструзии заключается в загрузке пасты в пастообразующий цилиндр пресса и ее экструзии. Пресс оснащен перед собой сменным экструзионным кольцом (его можно заменить для изменения формы и размера поперечного сечения продукта), а перед экструзионным кольцом предусмотрена подвижная перегородка. Главный поршень пресса расположен за пастообразующим цилиндром.
Перед приложением давления установите перегородку перед экструзионным кольцом и приложите давление в противоположном направлении для сжатия пасты. После удаления перегородки и продолжения приложения давления паста экструдируется из экструзионного кольца. Экструдированную полосу нарежьте на нужную длину, охладите и проверьте перед укладкой. Метод экструзии представляет собой полунепрерывный производственный процесс, что означает, что после добавления определенного количества пасты можно непрерывно экструдировать несколько изделий (графитовые блоки, графитовые материалы).
В настоящее время большая часть изделий из углерода и графита производится методом экструзии.
Вибрированный графит имеет однородную структуру со средним размером зерен. Кроме того, он стал очень популярным благодаря низкому содержанию золы, повышенной механической прочности, а также хорошей электрической и термической стабильности и широко используется для обработки крупногабаритных заготовок. Его также можно дополнительно упрочнить после пропитки смолой или антиоксидантной обработки.
Он широко используется в качестве нагревательного и изоляционного элемента при производстве печей для поликристаллического и монокристаллического кремния в фотоэлектрической промышленности. Также он широко применяется в производстве нагревательных колпаков, компонентов теплообменников, плавильных и литейных тиглей, при создании n-узлов, используемых в электролитических процессах, а также при изготовлении тиглей для плавки и легирования.
Технология литья
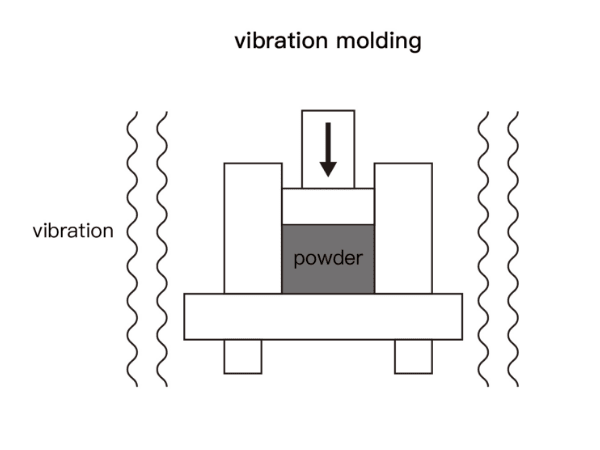
Принцип изготовления вибрационного графита заключается в заполнении формы пастообразной смесью, а затем размещении сверху тяжелой металлической пластины. На следующем этапе материал уплотняется путем вибрации формы. По сравнению с экструдированным графитом, графит, полученный вибрационным методом, обладает более высокой изотропностью. Графитовые изделия производятся методом экструзии.
Дата публикации: 17 июня 2024 г.