சிறப்பு கிராஃபைட் என்பது உயர் தூய்மை, உயர் அடர்த்தி மற்றும் உயர் வலிமை கொண்டது.கிராஃபைட்இது ஒரு பொருளாகும், மேலும் இது சிறந்த அரிப்பு எதிர்ப்புத்திறன், உயர் வெப்பநிலை நிலைத்தன்மை மற்றும் சிறந்த மின் கடத்துத்திறன் ஆகியவற்றைக் கொண்டுள்ளது. இது இயற்கை அல்லது செயற்கை கிராஃபைட்டிலிருந்து உயர் வெப்பநிலை வெப்பச் செயலாக்கம் மற்றும் உயர் அழுத்தச் செயலாக்கத்திற்குப் பிறகு தயாரிக்கப்படுகிறது, மேலும் உயர் வெப்பநிலை, உயர் அழுத்தம் மற்றும் அரிக்கும் சூழல்களில் உள்ள தொழில்துறைப் பயன்பாடுகளில் பொதுவாகப் பயன்படுத்தப்படுகிறது.
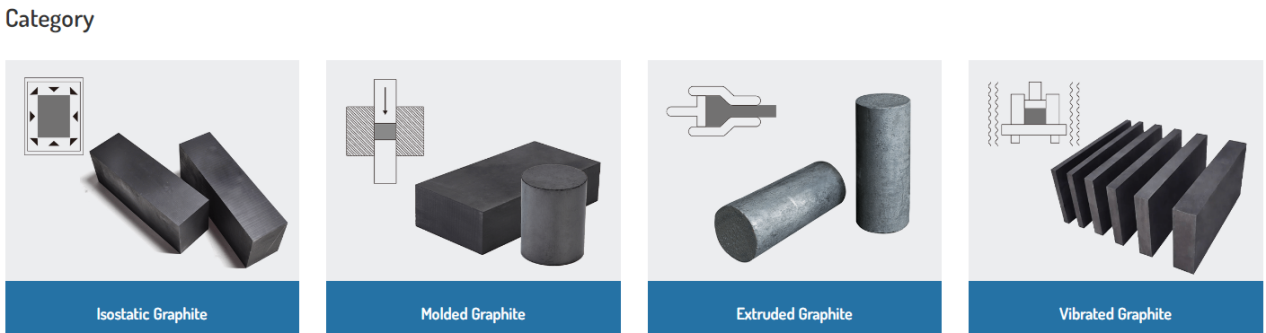
இதை ஐசோஸ்டேடிக் உட்பட பல்வேறு வகைகளாகப் பிரிக்கலாம்.கிராஃபைன் தொகுதிகள், பிதுக்கப்பட்ட கிராஃபைட் கட்டிகள், வார்ப்படப்பட்டவைகிராஃபைன் தொகுதிகள்மற்றும் அதிர்வுற்றதுகிராஃபைன் தொகுதிகள்.
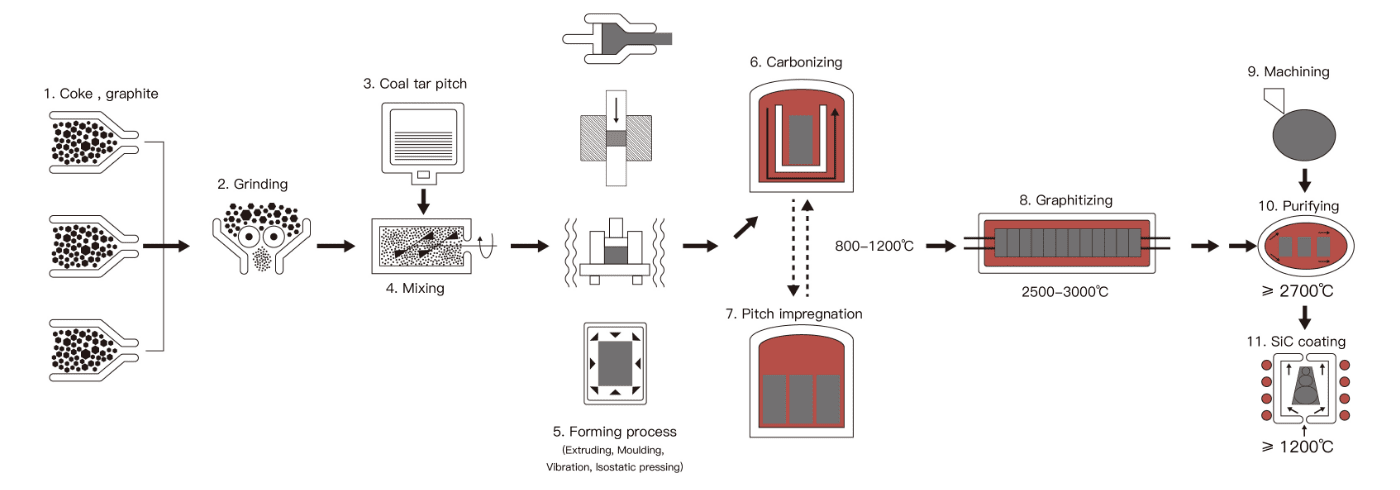
உற்பத்தி தொழில்நுட்பங்கள்:
கிராஃபைட்கிராஃபைட் என்பது அறுகோண பின்னல் அமைப்பில் அடுக்கப்பட்ட கார்பன் அணுக்களால் ஆன ஒரு தனித்துவமான அலோகத் தனிமம் ஆகும். இது ஒரு மென்மையான மற்றும் உடையக்கூடிய பொருளாகும், மேலும் அதன் தனித்துவமான பண்புகளின் காரணமாக பல்வேறு தொழில்துறை பயன்பாடுகளில் பொதுவாகப் பயன்படுத்தப்படுகிறது. கிராஃபைட் 3600 °C-க்கு அதிகமான வெப்பநிலையிலும் கூட அதன் வலிமையையும் நிலைத்தன்மையையும் தக்க வைத்துக் கொள்ளும். இப்போது சிறப்பு கிராஃபைட்டின் உற்பத்தி செயல்முறையை அறிமுகப்படுத்துகிறேன்.
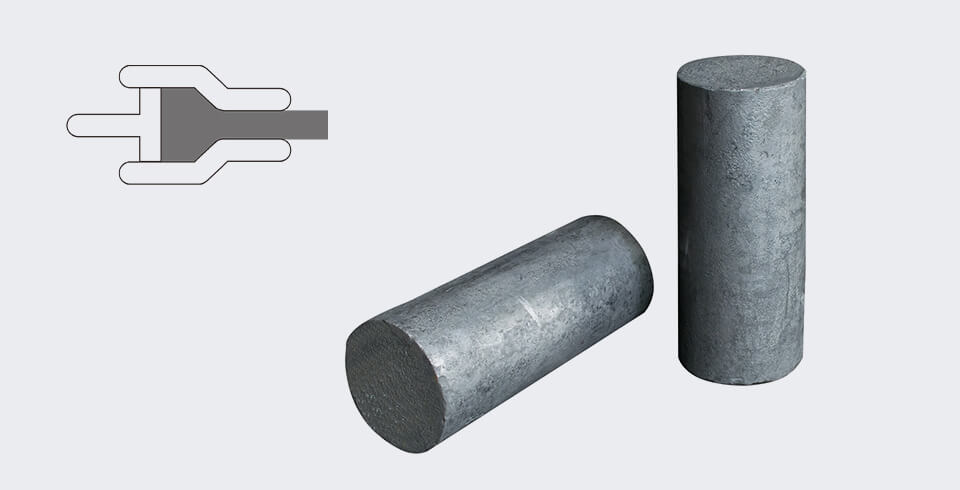
ஐசோஸ்டேடிக் கிராஃபைட்உயர் தூய்மையுள்ள கிராஃபைட்டை அழுத்துவதன் மூலம் தயாரிக்கப்படும் இது, ஒற்றைப் படிக உலைகள், உலோகத் தொடர் வார்ப்பு கிராஃபைட் படிகமாக்கிகள் மற்றும் மின்சாரப் பொறி வெளியேற்ற இயந்திர வேலைப்பாட்டிற்கான கிராஃபைட் மின்முனைகள் ஆகியவற்றின் உற்பத்தியில் பயன்படுத்தப்படும் ஒரு மாற்றீடு செய்ய முடியாத பொருளாகும். இந்த முக்கியப் பயன்பாடுகளுக்கு மேலதிகமாக, இது கடின உலோகக் கலவைகள் (வெற்றிட உலை வெப்பமூட்டிகள், சின்டரிங் தகடுகள் போன்றவை), சுரங்கத் தொழில் (துளையிடும் முனை அச்சுகளின் உற்பத்தி), இரசாயனத் தொழில் (வெப்பப் பரிமாற்றிகள், அரிப்பை எதிர்க்கும் பாகங்கள்), உலோகவியல் (உருகு கலன்கள்) மற்றும் இயந்திரங்கள் (இயந்திர முத்திரைகள்) போன்ற துறைகளிலும் பரவலாகப் பயன்படுத்தப்படுகிறது.

வார்ப்பு தொழில்நுட்பம்
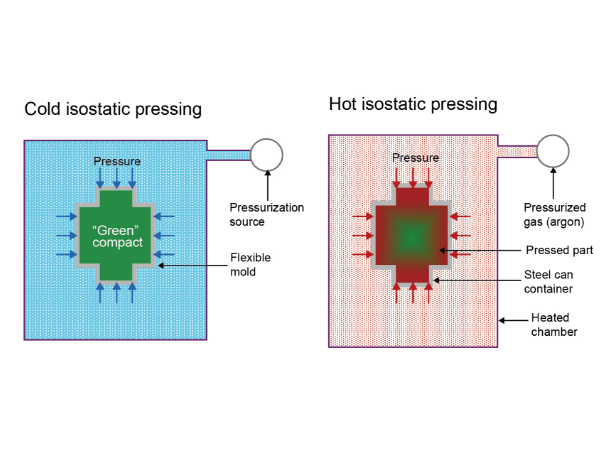
ஐசோஸ்டேடிக் அழுத்தும் தொழில்நுட்பத்தின் கொள்கையானது பாஸ்கல் விதியை அடிப்படையாகக் கொண்டது. இது பொருளின் ஒரு திசை (அல்லது இரு திசை) அழுத்தத்தை பல திசை (அனைத்து திசை) அழுத்தமாக மாற்றுகிறது. இந்தச் செயல்முறையின் போது, கார்பன் துகள்கள் எப்போதும் ஒரு ஒழுங்கற்ற நிலையில் இருக்கும், மேலும் அதன் கன அளவு அடர்த்தி ஐசோட்ரோபிக் பண்புகளுடன் ஒப்பீட்டளவில் சீராக இருக்கும். தவிர, இது பொருளின் உயரத்தைச் சார்ந்து இருப்பதில்லை, இதனால் ஐசோஸ்டேடிக் கிராஃபைட்டில் செயல்திறன் வேறுபாடுகள் ஏதும் இருப்பதில்லை அல்லது மிகக் குறைவாகவே இருக்கும்.
உருவாக்கம் மற்றும் திடமாதல் நடைபெறும் வெப்பநிலையின் அடிப்படையில், ஐசோஸ்டேடிக் அழுத்தும் தொழில்நுட்பத்தை குளிர் ஐசோஸ்டேடிக் அழுத்தம், மிதமான ஐசோஸ்டேடிக் அழுத்தம் மற்றும் சூடான ஐசோஸ்டேடிக் அழுத்தம் எனப் பிரிக்கலாம். ஐசோஸ்டேடிக் அழுத்தப்பட்ட தயாரிப்புகள் அதிக அடர்த்தியைக் கொண்டுள்ளன; இவை பொதுவாக ஒரு திசை அல்லது இரு திசை அச்சு அழுத்தப்பட்ட தயாரிப்புகளை விட 5% முதல் 15% வரை அதிகமாக இருக்கும். ஐசோஸ்டேடிக் அழுத்தப்பட்ட தயாரிப்புகளின் சார்பு அடர்த்தி 99.8% முதல் 99.09% வரை அடையலாம்.
வார்ப்பட கிராஃபைட், இயந்திர வலிமை, தேய்மான எதிர்ப்பு, அடர்த்தி, கடினத்தன்மை மற்றும் மின் கடத்துத்திறன் ஆகியவற்றில் சிறந்த செயல்திறன்களைக் கொண்டுள்ளது. மேலும், பிசின் அல்லது உலோகத்தைச் செறிவூட்டுவதன் மூலம் இந்த செயல்திறன்களை இன்னும் மேம்படுத்த முடியும்.
வார்ப்பு கிராஃபைட் சிறந்த மின் கடத்துத்திறன், உயர் வெப்பநிலை எதிர்ப்பு, அரிப்பு எதிர்ப்பு, உயர் தூய்மை, சுய-மசகுத்தன்மை, வெப்ப அதிர்ச்சி எதிர்ப்பு மற்றும் எளிதான துல்லியமான இயந்திர வேலைப்பாடு போன்ற பண்புகளைக் கொண்டுள்ளது. மேலும் இது தொடர் வார்ப்பு, கடின உலோகக் கலவை மற்றும் மின்னணு அச்சு சின்டரிங், மின் தீப்பொறி, இயந்திர முத்திரை போன்ற துறைகளில் பரவலாகப் பயன்படுத்தப்படுகிறது.

வார்ப்பு தொழில்நுட்பம்
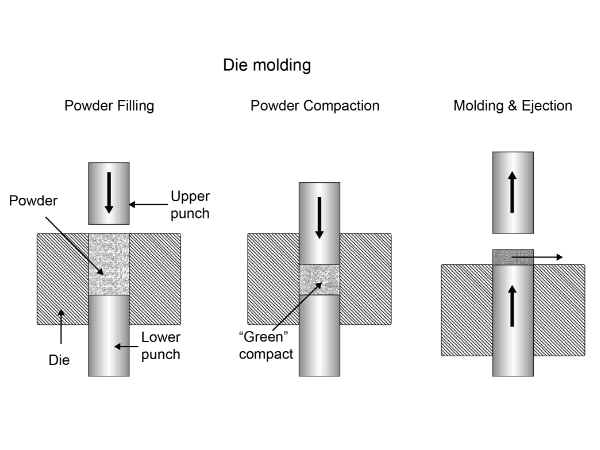
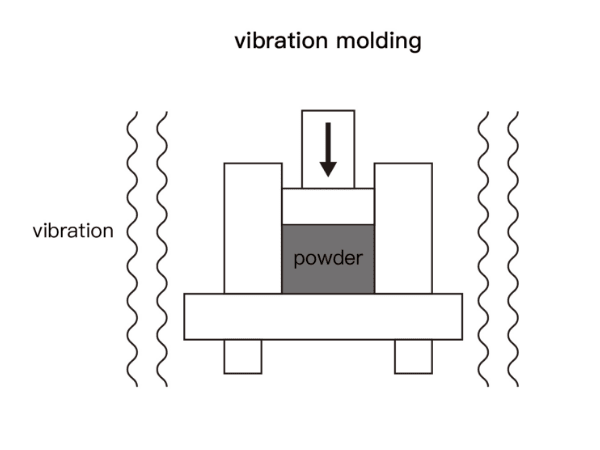
சிறிய அளவிலான குளிர் அழுத்த கிராஃபைட் அல்லது நுண் கட்டமைப்புள்ள பொருட்களை உற்பத்தி செய்ய, வார்ப்பு முறை பொதுவாகப் பயன்படுத்தப்படுகிறது. இதன் கொள்கை என்னவென்றால், தேவையான வடிவம் மற்றும் அளவுள்ள ஒரு வார்ப்பில் ஒரு குறிப்பிட்ட அளவு பசையை நிரப்பி, பின்னர் மேலிருந்து அல்லது கீழிருந்து அழுத்தம் கொடுப்பதாகும். சில சமயங்களில், வார்ப்பிற்குள் பசையை ஒரு குறிப்பிட்ட வடிவத்திற்குள் அழுத்திக் கொண்டுவர, இரு திசைகளிலிருந்தும் அழுத்தம் கொடுக்கப்படுகிறது. இவ்வாறு அழுத்தப்பட்ட அரைகுறைத் தயாரிப்பு பின்னர் வார்ப்பிலிருந்து வெளியே எடுக்கப்பட்டு, குளிர்விக்கப்பட்டு, பரிசோதிக்கப்பட்டு, அடுக்கப்படுகிறது.
செங்குத்து மற்றும் கிடைமட்ட வார்ப்பு இயந்திரங்கள் இரண்டு வகையாக உள்ளன. வார்ப்பு முறையில் பொதுவாக ஒரு நேரத்தில் ஒரு பொருளை மட்டுமே அழுத்த முடியும், எனவே இதன் உற்பத்தித் திறன் ஒப்பீட்டளவில் குறைவாக உள்ளது. இருப்பினும், மற்ற தொழில்நுட்பங்களால் உருவாக்க முடியாத உயர்-துல்லியமான பொருட்களை இதனால் உற்பத்தி செய்ய முடியும். மேலும், பல அச்சுகளை ஒரே நேரத்தில் அழுத்துவதன் மூலமும், தானியங்கு உற்பத்தி வழித்தடங்கள் மூலமும் உற்பத்தித் திறனை மேம்படுத்த முடியும்.
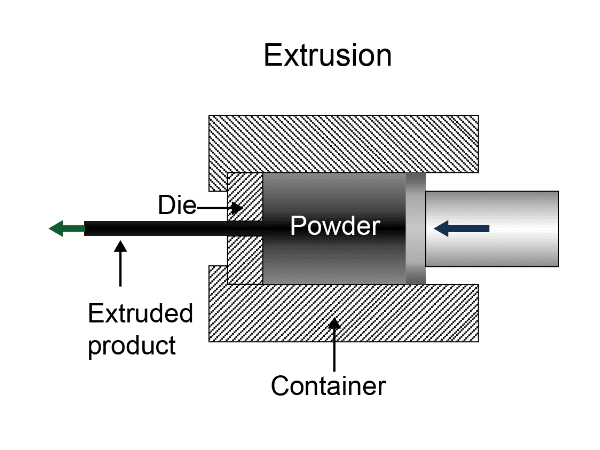
உயர் தூய்மை கொண்ட கிராஃபைட் துகள்களை ஒரு பிணைப்பானுடன் கலந்து, பின்னர் அவற்றை ஒரு எக்ஸ்ட்ரூடரில் வெளியேற்றுவதன் மூலம் எக்ஸ்ட்ரூடட் கிராஃபைட் உருவாகிறது. ஐசோஸ்டேடிக் கிராஃபைட்டுடன் ஒப்பிடும்போது, எக்ஸ்ட்ரூடட் கிராஃபைட் பெரிய துகள் அளவையும் குறைந்த வலிமையையும் கொண்டுள்ளது, ஆனால் அது அதிக வெப்ப மற்றும் மின் கடத்துத்திறனைக் கொண்டுள்ளது.
தற்போது, பெரும்பாலான கார்பன் மற்றும் கிராஃபைட் பொருட்கள் எக்ஸ்ட்ரூஷன் முறையில் உற்பத்தி செய்யப்படுகின்றன. அவை முக்கியமாக உயர்-வெப்பநிலை வெப்பச் செயலாக்க செயல்முறைகளில் வெப்பமூட்டும் கூறுகள் மற்றும் வெப்பக் கடத்தும் பாகங்களாகப் பயன்படுத்தப்படுகின்றன. மேலும், மின்பகுப்பு செயல்முறைகளில் மின்னோட்டப் பரிமாற்றத்தைச் செய்வதற்கு கிராஃபைட் கட்டிகள் மின்முனைகளாகவும் பயன்படுத்தப்படலாம். எனவே, உயர் வெப்பநிலை, உயர் அழுத்தம் மற்றும் அதிவேகம் போன்ற தீவிரமான சூழல்களில் அவை இயந்திர முத்திரைகள், வெப்பக் கடத்தும் பொருட்கள் மற்றும் மின்முனைப் பொருட்களாகப் பரவலாகப் பயன்படுத்தப்படுகின்றன.
வார்ப்பு தொழில்நுட்பம்
வெளியேற்றும் முறையானது, பசையை அச்சின் பசை உருளையில் இட்டு வெளியேற்றுவதாகும். அச்சின் முன்புறத்தில் மாற்றக்கூடிய வெளியேற்றும் வளையம் (பொருளின் குறுக்குவெட்டு வடிவம் மற்றும் அளவை மாற்றுவதற்காக மாற்றப்படலாம்) பொருத்தப்பட்டுள்ளது, மேலும் அந்த வெளியேற்றும் வளையத்தின் முன்புறத்தில் நகரக்கூடிய தடுப்பு ஒன்றும் வழங்கப்பட்டுள்ளது. அச்சின் பிரதான உந்துதண்டு, பசை உருளைக்குப் பின்னால் அமைந்துள்ளது.
அழுத்தம் கொடுப்பதற்கு முன், வெளியேற்றும் வளையத்திற்கு முன்னால் ஒரு தடுப்பானை வைத்து, பசையை அழுத்துவதற்காக எதிர் திசையிலிருந்து அழுத்தம் கொடுக்கவும். தடுப்பானை அகற்றிவிட்டு, தொடர்ந்து அழுத்தம் கொடுக்கும்போது, பசையானது வெளியேற்றும் வளையத்திலிருந்து வெளியேற்றப்படுகிறது. வெளியேற்றப்பட்ட பட்டையை விரும்பிய நீளத்திற்கு வெட்டி, குளிர்வித்து, அடுக்கி வைப்பதற்கு முன் பரிசோதிக்கவும். வெளியேற்றும் முறையானது ஒரு பகுதி-தொடர்ச்சியான உற்பத்தி செயல்முறையாகும், அதாவது ஒரு குறிப்பிட்ட அளவு பசை சேர்க்கப்பட்ட பிறகு, பல (கிராஃபைட் கட்டிகள், கிராஃபைட் பொருட்கள்) தயாரிப்புகளைத் தொடர்ச்சியாக வெளியேற்ற முடியும்.
தற்போது, பெரும்பாலான கார்பன் மற்றும் கிராஃபைட் பொருட்கள் எக்ஸ்ட்ரூஷன் முறையில் உற்பத்தி செய்யப்படுகின்றன.
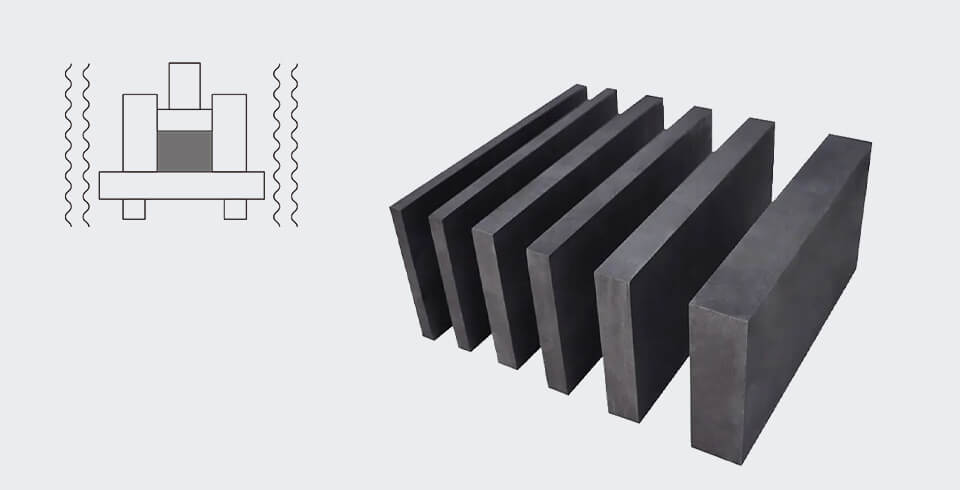
அதிர்வுற்ற கிராஃபைட், நடுத்தர துகள் அளவுடன் ஒரு சீரான அமைப்பைக் கொண்டுள்ளது. அதுமட்டுமின்றி, அதன் குறைந்த சாம்பல் உள்ளடக்கம், மேம்படுத்தப்பட்ட இயந்திர வலிமை, மற்றும் நல்ல மின் மற்றும் வெப்ப நிலைத்தன்மை ஆகியவற்றின் காரணமாக இது மிகவும் பிரபலமாகி, பெரிய அளவிலான வேலைப் பொருட்களைப் பதப்படுத்த பரவலாகப் பயன்படுத்தப்படுகிறது. மேலும், பிசின் உட்புகுத்தல் அல்லது ஆக்சிஜனேற்றத் தடுப்பு சிகிச்சைக்குப் பிறகு இதை மேலும் வலுப்படுத்த முடியும்.
ஒளிமின்னழுத்தத் துறையில் பாலிசிலிக்கான் மற்றும் ஒற்றைப்படிக சிலிக்கான் உலைகளின் உற்பத்தியில், இது ஒரு வெப்பமூட்டும் மற்றும் காப்புப் பொருளாகப் பரவலாகப் பயன்படுத்தப்படுகிறது. மேலும், வெப்பமூட்டும் உறைகள், வெப்பப் பரிமாற்றி கூறுகள், உருக்குதல் மற்றும் வார்ப்பு மூசைகள், மின்பகுப்பு செயல்முறைகளில் பயன்படுத்தப்படும் நானோ கலன்களின் கட்டுமானம், மற்றும் உருக்குதல் மற்றும் கலப்புலோகம் செய்வதற்கான மூசைகள் ஆகியவற்றின் உற்பத்தியிலும் இது பரவலாகப் பயன்படுத்தப்படுகிறது.
வார்ப்பு தொழில்நுட்பம்
அதிர்வு கிராஃபைட் தயாரிக்கும் கொள்கை என்னவென்றால், அச்சில் பசை போன்ற கலவையை நிரப்பி, அதன் மேல் ஒரு கனமான உலோகத் தகட்டை வைப்பதாகும். அடுத்த கட்டத்தில், அச்சை அதிர்வு செய்வதன் மூலம் அந்தப் பொருள் இறுக்கப்படுகிறது. பிதுக்கப்பட்ட கிராஃபைட்டுடன் ஒப்பிடும்போது, அதிர்வு மூலம் உருவாகும் கிராஃபைட் அதிக திசைச்சார்புத் தன்மையைக் கொண்டுள்ளது. கிராஃபைட் பொருட்கள் பிதுக்கல் முறையில் உற்பத்தி செய்யப்படுகின்றன.
பதிவிட்ட நேரம்: ஜூன்-17-2024