Speciaal grafiet is een materiaal met een hoge zuiverheid, hoge dichtheid en hoge sterkte.grafietHet materiaal heeft een uitstekende corrosiebestendigheid, hoge temperatuurstabiliteit en een hoge elektrische geleidbaarheid. Het wordt gemaakt van natuurlijk of kunstmatig grafiet na een warmtebehandeling bij hoge temperatuur en een hogedrukbehandeling en wordt veelvuldig gebruikt in industriële toepassingen in omgevingen met hoge temperaturen, hoge druk en corrosieve omstandigheden.
Het kan worden onderverdeeld in verschillende typen, waaronder isostatischegrafietblokken, geëxtrudeerde grafietblokken, gegotengrafietblokkenen trildegrafietblokken.
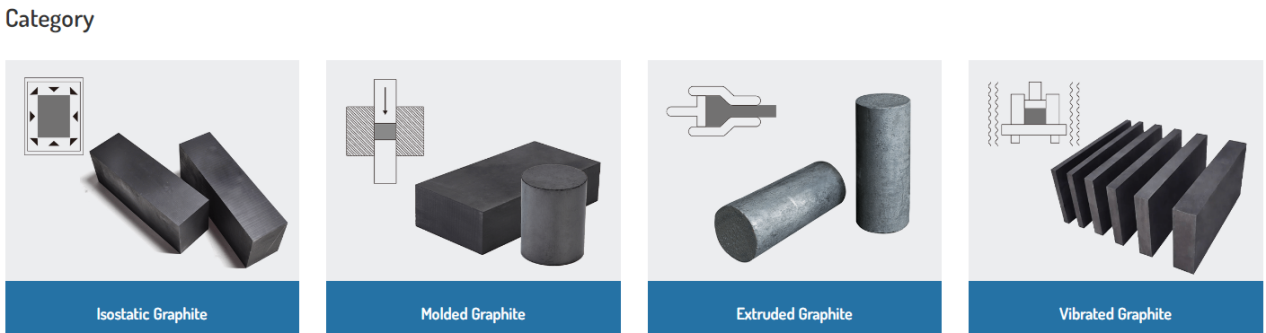
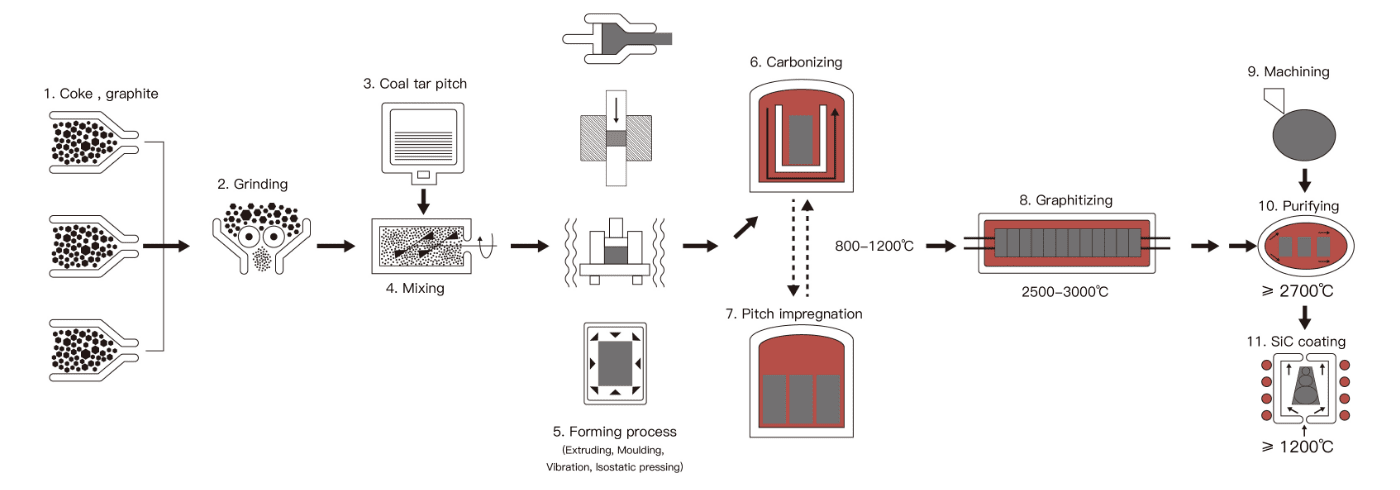
Productietechnologieën:
GrafietGrafiet is een uniek niet-metallisch element, samengesteld uit koolstofatomen gerangschikt in een hexagonaal rooster. Het is een zacht en bros materiaal dat vanwege zijn unieke eigenschappen veelvuldig wordt gebruikt in diverse industriële toepassingen. Grafiet behoudt zijn sterkte en stabiliteit zelfs bij temperaturen boven de 3600 °C. Nu zal ik het productieproces van speciaal grafiet toelichten.
Isostatisch grafietGrafiet, vervaardigd uit zeer zuiver grafiet door middel van persen, is een onvervangbaar materiaal dat wordt gebruikt bij de productie van enkelkristalovens, grafietkristallisatoren voor continu metaalgieten en grafietelektroden voor elektrisch vonkverspanen. Naast deze hoofdtoepassingen wordt het veelvuldig gebruikt in de hardmetaalindustrie (vacuümovenverwarmers, sinterplaten, enz.), de mijnbouw (productie van boormallen), de chemische industrie (warmtewisselaars, corrosiebestendige onderdelen), de metallurgie (smeltkroezen) en de machinebouw (mechanische afdichtingen).

Vormtechnologie
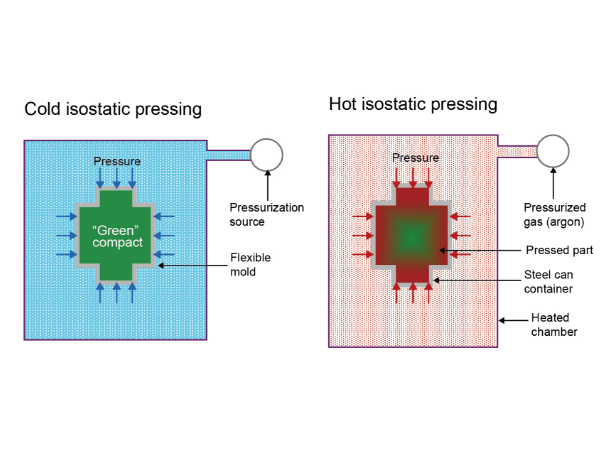
Het principe van isostatisch persen is gebaseerd op de wet van Pascal. Het zet de unidirectionele (of bidirectionele) compressie van het materiaal om in multidirectionele (omnidirectionele) compressie. Tijdens het proces blijven de koolstofdeeltjes in een ongeordende toestand en is de volumieke dichtheid relatief uniform met isotrope eigenschappen. Bovendien is het niet afhankelijk van de hoogte van het product, waardoor isostatisch grafiet geen of slechts geringe prestatieverschillen vertoont.
Afhankelijk van de temperatuur waarbij de vorming en stolling plaatsvinden, kan de isostatische perstechnologie worden onderverdeeld in koud isostatisch persen, warm isostatisch persen en heet isostatisch persen. Isostatisch geperste producten hebben een hoge dichtheid, doorgaans 5% tot 15% hoger dan die van producten die met eenrichtings- of tweerichtingsvormen zijn geperst. De relatieve dichtheid van isostatisch geperste producten kan 99,8% tot 99,09% bereiken.
Gevormd grafiet heeft uitstekende eigenschappen op het gebied van mechanische sterkte, slijtvastheid, dichtheid, hardheid en elektrische geleidbaarheid, en deze eigenschappen kunnen verder worden verbeterd door impregnering met hars of metaal.
Gegoten grafiet kenmerkt zich door een goede elektrische geleidbaarheid, hoge temperatuurbestendigheid, corrosiebestendigheid, hoge zuiverheid, zelfsmiering, thermische schokbestendigheid en gemakkelijke precisiebewerking. Het wordt veelvuldig gebruikt in de continugietindustrie, het sinteren van hardmetaal en elektronische matrijzen, elektrische ontsteking, mechanische afdichtingen, enzovoort.

Vormtechnologie
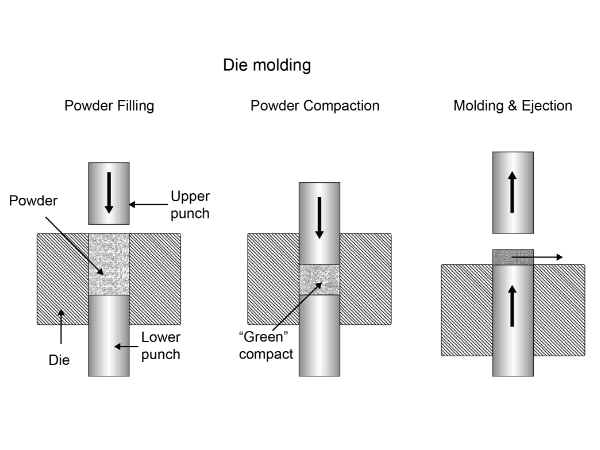
De vormmethode wordt over het algemeen gebruikt voor de productie van kleine, koudgeperste grafietproducten of fijn gestructureerde producten. Het principe is om een bepaalde hoeveelheid pasta in een mal met de gewenste vorm en afmeting te vullen en vervolgens druk uit te oefenen van boven of onder. Soms wordt er druk uitgeoefend vanuit beide richtingen om de pasta in de mal in de gewenste vorm te persen. Het geperste halffabricaat wordt vervolgens uit de mal gehaald, afgekoeld, gecontroleerd en gestapeld.
Er bestaan zowel verticale als horizontale vormmachines. Bij de vormmethode kan doorgaans slechts één product tegelijk worden geperst, waardoor de productie-efficiëntie relatief laag is. Wel kunnen er zeer nauwkeurige producten mee worden vervaardigd die met andere technologieën niet mogelijk zijn. Bovendien kan de productie-efficiëntie worden verbeterd door het gelijktijdig persen van meerdere mallen en door geautomatiseerde productielijnen.
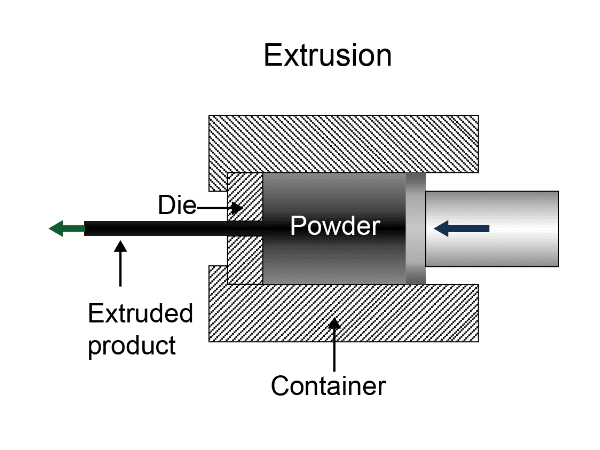
Geëxtrudeerd grafiet wordt gevormd door zeer zuivere grafietdeeltjes te mengen met een bindmiddel en dit vervolgens in een extruder te persen. In vergelijking met isostatisch grafiet heeft geëxtrudeerd grafiet een grovere korrelgrootte en een lagere sterkte, maar een hogere thermische en elektrische geleidbaarheid.
Momenteel worden de meeste koolstof- en grafietproducten geproduceerd door middel van extrusie. Ze worden hoofdzakelijk gebruikt als verwarmingselementen en warmtegeleidende componenten in warmtebehandelingsprocessen bij hoge temperaturen. Daarnaast kunnen grafietblokken ook worden gebruikt als elektroden voor stroomoverdracht in elektrolyseprocessen. Daarom worden ze veelvuldig gebruikt als mechanische afdichtingen, warmtegeleidende materialen en elektrodematerialen in extreme omstandigheden zoals hoge temperaturen, hoge drukken en hoge snelheden.
Vormtechnologie
Bij de extrusiemethode wordt de pasta in de pastacilinder van de pers geladen en vervolgens geëxtrudeerd. De pers is voorzien van een verwisselbare extrusiering (die kan worden vervangen om de dwarsdoorsnede en de grootte van het product te veranderen) aan de voorzijde, en een beweegbaar schot vóór de extrusiering. De hoofdplunjer van de pers bevindt zich achter de pastacilinder.
Voordat er druk wordt uitgeoefend, plaatst u een schot voor de extrusiering en oefent u druk uit vanuit de tegenovergestelde richting om de pasta samen te persen. Wanneer het schot wordt verwijderd en de druk wordt voortgezet, wordt de pasta uit de extrusiering geperst. Snijd de geëxtrudeerde strook op de gewenste lengte, laat deze afkoelen en inspecteer deze voordat u de stroken stapelt. De extrusiemethode is een semi-continu productieproces, wat betekent dat na toevoeging van een bepaalde hoeveelheid pasta meerdere producten (grafietblokken, grafietmaterialen) continu kunnen worden geëxtrudeerd.
Momenteel worden de meeste koolstof- en grafietproducten geproduceerd door middel van extrusie.
Trillend grafiet heeft een uniforme structuur met een gemiddelde korrelgrootte. Bovendien is het zeer populair vanwege het lage asgehalte, de verbeterde mechanische sterkte en de goede elektrische en thermische stabiliteit, en wordt het veel gebruikt voor de bewerking van grootschalige werkstukken. Het kan bovendien verder worden versterkt na harsimpregnatie of een anti-oxidatiebehandeling.
Het wordt veelvuldig gebruikt als verwarmings- en isolatie-element bij de productie van polysilicium- en monokristallijne siliciumovens in de fotovoltaïsche industrie. Het wordt ook veel gebruikt bij de vervaardiging van verwarmingskappen, componenten voor warmtewisselaars, smelt- en gietkroezen, de constructie van n-knooppunten die worden gebruikt in elektrolytische processen, en de productie van smeltkroezen voor smelten en legeren.
Vormtechnologie
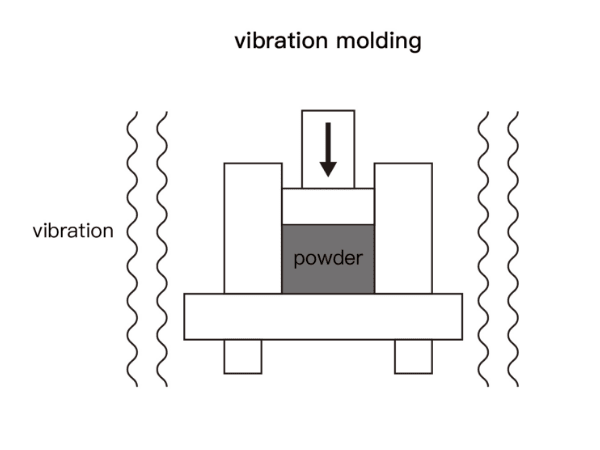
Het principe van het maken van getrild grafiet is het vullen van een mal met een pasta-achtig mengsel, waarna er een zware metalen plaat bovenop wordt geplaatst. Vervolgens wordt het materiaal verdicht door de mal te laten trillen. In vergelijking met geëxtrudeerd grafiet heeft het door trillingen gevormde grafiet een hogere isotropie. Grafietproducten worden geproduceerd met behulp van de extrusiemethode.
Geplaatst op: 17 juni 2024