അയോൺ ബോംബാർഡ്മെന്റിന്റെ ഏകീകൃതമല്ലാത്തത്
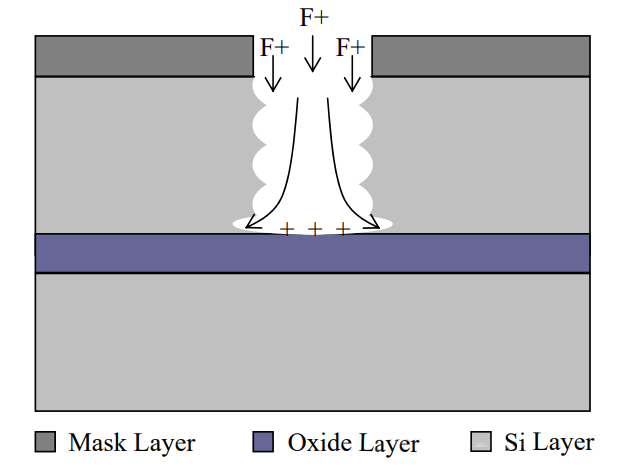
ഉണക്കുകകൊത്തുപണിസാധാരണയായി ഭൗതികവും രാസപരവുമായ ഫലങ്ങൾ സംയോജിപ്പിക്കുന്ന ഒരു പ്രക്രിയയാണ്, ഇതിൽ അയോൺ ബോംബാർഡ്മെന്റ് ഒരു പ്രധാന ഭൗതിക എച്ചിംഗ് രീതിയാണ്.കൊത്തുപണി പ്രക്രിയ, അയോണുകളുടെ സംഭവ കോണും ഊർജ്ജ വിതരണവും അസമമായിരിക്കാം.
സൈഡ്വാളിലെ വ്യത്യസ്ത സ്ഥാനങ്ങളിൽ അയോൺ ഇൻസിഡന്റ് കോൺ വ്യത്യസ്തമാണെങ്കിൽ, സൈഡ്വാളിൽ അയോണുകളുടെ എച്ചിംഗ് ഇഫക്റ്റും വ്യത്യസ്തമായിരിക്കും. വലിയ അയോൺ ഇൻസിഡന്റ് ആംഗിളുകളുള്ള പ്രദേശങ്ങളിൽ, സൈഡ്വാളിൽ അയോണുകളുടെ എച്ചിംഗ് ഇഫക്റ്റ് ശക്തമാണ്, ഇത് ഈ ഭാഗത്തെ സൈഡ്വാളിൽ കൂടുതൽ എച്ചിംഗ് ഉണ്ടാകാൻ കാരണമാകും, ഇത് സൈഡ്വാൾ വളയാൻ കാരണമാകും. കൂടാതെ, അയോൺ ഊർജ്ജത്തിന്റെ അസമമായ വിതരണവും സമാനമായ ഫലങ്ങൾ ഉണ്ടാക്കും. ഉയർന്ന ഊർജ്ജമുള്ള അയോണുകൾക്ക് വസ്തുക്കളെ കൂടുതൽ ഫലപ്രദമായി നീക്കം ചെയ്യാൻ കഴിയും, അതിന്റെ ഫലമായി പൊരുത്തക്കേട് ഉണ്ടാകുന്നുകൊത്തുപണിവ്യത്യസ്ത സ്ഥാനങ്ങളിൽ പാർശ്വഭിത്തിയുടെ ഡിഗ്രികൾ, ഇത് പാർശ്വഭിത്തി വളയാൻ കാരണമാകുന്നു.
ഫോട്ടോറെസിസ്റ്റിന്റെ സ്വാധീനം
ഡ്രൈ എച്ചിംഗിൽ ഫോട്ടോറെസിസ്റ്റ് ഒരു മാസ്കിന്റെ പങ്ക് വഹിക്കുന്നു, ഇത് എച്ചിംഗ് ആവശ്യമില്ലാത്ത പ്രദേശങ്ങളെ സംരക്ഷിക്കുന്നു. എന്നിരുന്നാലും, എച്ചിംഗ് പ്രക്രിയയ്ക്കിടെ പ്ലാസ്മ ബോംബാർഡ്മെന്റും രാസപ്രവർത്തനങ്ങളും ഫോട്ടോറെസിസ്റ്റിനെ ബാധിക്കുന്നു, കൂടാതെ അതിന്റെ പ്രകടനം മാറിയേക്കാം.
ഫോട്ടോറെസിസ്റ്റിന്റെ കനം അസമമാണെങ്കിൽ, എച്ചിംഗ് പ്രക്രിയയിലെ ഉപഭോഗ നിരക്ക് പൊരുത്തക്കേടാണെങ്കിൽ, അല്ലെങ്കിൽ വ്യത്യസ്ത സ്ഥലങ്ങളിൽ ഫോട്ടോറെസിസ്റ്റും സബ്സ്ട്രേറ്റും തമ്മിലുള്ള അഡീഷൻ വ്യത്യസ്തമാണെങ്കിൽ, ഇത് എച്ചിംഗ് പ്രക്രിയയിൽ സൈഡ്വാളുകളുടെ അസമമായ സംരക്ഷണത്തിലേക്ക് നയിച്ചേക്കാം. ഉദാഹരണത്തിന്, നേർത്ത ഫോട്ടോറെസിസ്റ്റോ ദുർബലമായ അഡീഷനോ ഉള്ള ഭാഗങ്ങൾ അടിസ്ഥാന വസ്തുവിനെ കൂടുതൽ എളുപ്പത്തിൽ എച്ചിംഗ് ചെയ്യാൻ ഇടയാക്കും, ഇത് സൈഡ്വാളുകൾ ഈ സ്ഥലങ്ങളിൽ വളയാൻ കാരണമാകുന്നു.
അടിവസ്ത്ര വസ്തുക്കളുടെ ഗുണങ്ങളിലെ വ്യത്യാസങ്ങൾ
എച്ചിംഗ് ചെയ്ത അടിവസ്ത്ര വസ്തുവിന് തന്നെ വ്യത്യസ്ത ഗുണങ്ങൾ ഉണ്ടായിരിക്കാം, ഉദാഹരണത്തിന് വ്യത്യസ്ത ക്രിസ്റ്റൽ ഓറിയന്റേഷനുകളും വ്യത്യസ്ത പ്രദേശങ്ങളിലെ ഡോപ്പിംഗ് സാന്ദ്രതയും. ഈ വ്യത്യാസങ്ങൾ എച്ചിംഗ് നിരക്കിനെയും എച്ചിംഗ് സെലക്റ്റിവിറ്റിയെയും ബാധിക്കും.
ഉദാഹരണത്തിന്, ക്രിസ്റ്റലിൻ സിലിക്കണിൽ, വ്യത്യസ്ത ക്രിസ്റ്റൽ ഓറിയന്റേഷനുകളിലെ സിലിക്കൺ ആറ്റങ്ങളുടെ ക്രമീകരണം വ്യത്യസ്തമായിരിക്കും, കൂടാതെ എച്ചിംഗ് വാതകവുമായുള്ള അവയുടെ പ്രതിപ്രവർത്തനവും എച്ചിംഗ് നിരക്കും വ്യത്യസ്തമായിരിക്കും. എച്ചിംഗ് പ്രക്രിയയിൽ, മെറ്റീരിയൽ ഗുണങ്ങളിലെ വ്യത്യാസങ്ങൾ മൂലമുണ്ടാകുന്ന വ്യത്യസ്ത എച്ചിംഗ് നിരക്കുകൾ വ്യത്യസ്ത സ്ഥലങ്ങളിലെ സൈഡ്വാളുകളുടെ എച്ചിംഗ് ആഴത്തെ പൊരുത്തമില്ലാത്തതാക്കുകയും, ഒടുവിൽ സൈഡ്വാൾ ബെൻഡിംഗിലേക്ക് നയിക്കുകയും ചെയ്യും.
ഉപകരണങ്ങളുമായി ബന്ധപ്പെട്ട ഘടകങ്ങൾ
എച്ചിംഗ് ഉപകരണങ്ങളുടെ പ്രകടനവും നിലയും എച്ചിംഗ് ഫലങ്ങളിൽ ഒരു പ്രധാന സ്വാധീനം ചെലുത്തുന്നു. ഉദാഹരണത്തിന്, പ്രതിപ്രവർത്തന അറയിലെ അസമമായ പ്ലാസ്മ വിതരണം, അസമമായ ഇലക്ട്രോഡ് തേയ്മാനം തുടങ്ങിയ പ്രശ്നങ്ങൾ എച്ചിംഗ് സമയത്ത് വേഫർ പ്രതലത്തിൽ അയോൺ സാന്ദ്രത, ഊർജ്ജം തുടങ്ങിയ പാരാമീറ്ററുകളുടെ അസമമായ വിതരണത്തിലേക്ക് നയിച്ചേക്കാം.
കൂടാതെ, ഉപകരണങ്ങളുടെ അസമമായ താപനില നിയന്ത്രണവും വാതക പ്രവാഹത്തിലെ ചെറിയ ഏറ്റക്കുറച്ചിലുകളും എച്ചിംഗിന്റെ ഏകീകൃതതയെ ബാധിച്ചേക്കാം, ഇത് പാർശ്വഭിത്തി വളയുന്നതിലേക്ക് നയിച്ചേക്കാം.
പോസ്റ്റ് സമയം: ഡിസംബർ-03-2024