আয়ন বোমাবর্ষণের অসমতা
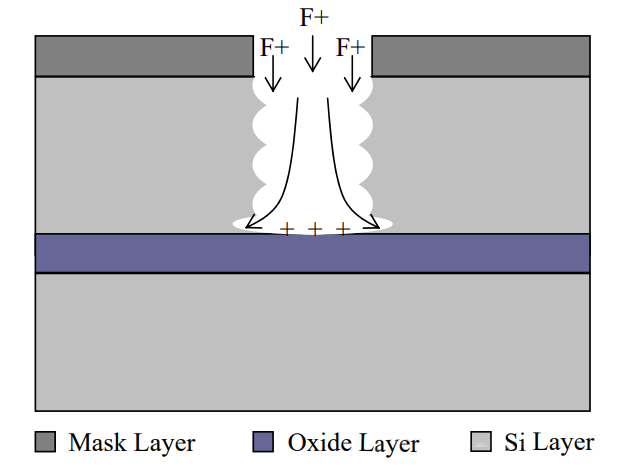
শুষ্কখোদাইএটি সাধারণত এমন একটি প্রক্রিয়া যা ভৌত ও রাসায়নিক প্রভাবকে একত্রিত করে, যেখানে আয়ন বোমাবর্ষণ একটি গুরুত্বপূর্ণ ভৌত এচিং পদ্ধতি। এই প্রক্রিয়ার সময়এচিং প্রক্রিয়াআয়নসমূহের আপতন কোণ এবং শক্তি বন্টন অসম হতে পারে।
পার্শ্বদেয়ালের বিভিন্ন অবস্থানে আয়নের আপতন কোণ ভিন্ন হলে, পার্শ্বদেয়ালের উপর আয়নের ক্ষয়কারী প্রভাবও ভিন্ন হবে। যেসব স্থানে আয়নের আপতন কোণ বেশি, সেখানে পার্শ্বদেয়ালের উপর আয়নের ক্ষয়কারী প্রভাব আরও শক্তিশালী হয়, যার ফলে এই অঞ্চলের পার্শ্বদেয়াল বেশি ক্ষয়প্রাপ্ত হয় এবং বেঁকে যায়। এছাড়াও, আয়ন শক্তির অসম বন্টনও একই ধরনের প্রভাব তৈরি করে। উচ্চ শক্তির আয়নগুলো আরও কার্যকরভাবে পদার্থ অপসারণ করতে পারে, যার ফলে ক্ষয় অসামঞ্জস্যপূর্ণ হয়।খোদাইবিভিন্ন অবস্থানে পার্শ্বদেয়ালের কোণ, যার ফলে পার্শ্বদেয়ালটি বেঁকে যায়।
ফটোরেজিস্টের প্রভাব
ড্রাই এচিং-এ ফটোরেজিস্ট একটি মাস্কের ভূমিকা পালন করে, যা এচিং-এর প্রয়োজন নেই এমন অংশগুলোকে সুরক্ষিত রাখে। তবে, এচিং প্রক্রিয়া চলাকালীন প্লাজমা বোমাবর্ষণ এবং রাসায়নিক বিক্রিয়ার দ্বারা ফটোরেজিস্টও প্রভাবিত হয় এবং এর কার্যকারিতা পরিবর্তিত হতে পারে।
যদি ফটোরেজিস্টের পুরুত্ব অসমান হয়, এচিং প্রক্রিয়ার সময় এর ক্ষয়ের হার অসামঞ্জস্যপূর্ণ হয়, অথবা বিভিন্ন স্থানে ফটোরেজিস্ট এবং সাবস্ট্রেটের মধ্যে আসঞ্জন ভিন্ন হয়, তবে এচিং প্রক্রিয়ার সময় পার্শ্বদেয়ালগুলোর সুরক্ষা অসম হতে পারে। উদাহরণস্বরূপ, পাতলা ফটোরেজিস্ট বা দুর্বল আসঞ্জনযুক্ত স্থানগুলোতে নিচের উপাদানটি আরও সহজে এচড হয়ে যেতে পারে, যার ফলে এই স্থানগুলোতে পার্শ্বদেয়ালগুলো বেঁকে যায়।
সাবস্ট্রেট উপাদানের বৈশিষ্ট্যের পার্থক্য
খোদাই করা সাবস্ট্রেট উপাদানটির নিজস্ব বিভিন্ন বৈশিষ্ট্য থাকতে পারে, যেমন বিভিন্ন অঞ্চলে ভিন্ন ভিন্ন ক্রিস্টাল ওরিয়েন্টেশন এবং ডোপিং ঘনত্ব। এই পার্থক্যগুলো খোদাইয়ের হার এবং খোদাইয়ের নির্বাচনযোগ্যতাকে প্রভাবিত করবে।
উদাহরণস্বরূপ, ক্রিস্টালাইন সিলিকনে, বিভিন্ন ক্রিস্টাল ওরিয়েন্টেশনে সিলিকন পরমাণুগুলোর বিন্যাস ভিন্ন হয়, এবং এচিং গ্যাসের সাথে তাদের বিক্রিয়াশীলতা ও এচিং-এর হারও ভিন্ন হবে। এচিং প্রক্রিয়া চলাকালীন, পদার্থের বৈশিষ্ট্যের এই পার্থক্যের কারণে সৃষ্ট ভিন্ন ভিন্ন এচিং হার বিভিন্ন স্থানে সাইডওয়ালের এচিং গভীরতাকে অসামঞ্জস্যপূর্ণ করে তুলবে, যার ফলে পরিশেষে সাইডওয়াল বেঁকে যাবে।
সরঞ্জাম-সম্পর্কিত কারণগুলি
এচিং যন্ত্রপাতির কার্যকারিতা এবং অবস্থাও এচিং ফলাফলের উপর গুরুত্বপূর্ণ প্রভাব ফেলে। উদাহরণস্বরূপ, রিঅ্যাকশন চেম্বারে প্লাজমার অসম বণ্টন এবং ইলেকট্রোডের অসম ক্ষয়ের মতো সমস্যার কারণে এচিং চলাকালীন ওয়েফার পৃষ্ঠে আয়ন ঘনত্ব এবং শক্তির মতো প্যারামিটারগুলোর অসম বণ্টন হতে পারে।
এছাড়াও, যন্ত্রের তাপমাত্রার অসম নিয়ন্ত্রণ এবং গ্যাস প্রবাহের সামান্য ওঠানামাও এচিং-এর একরূপতাকে প্রভাবিত করতে পারে, যার ফলে পার্শ্বদেয়াল বেঁকে যেতে পারে।
পোস্ট করার সময়: ০৩-১২-২০২৪